Programming principles
1.4 Spindle movements
Turning Part 2: Programming (Siemens instructions)
60 Programming and Operating Manual, 05/2012, 6FC5398-5DP10-0BA0
Note
With incremental dimensions
IC(<value>), spindle positioning can take place over several
revolutions.
Note
If position control was activated with
SPCON prior to SPOS, this remains active until SPCOF is
issued.
Note
The control detects the transition to axis mode automatically from the program sequence.
Explicit programming of M70 in the part program is, therefore, essentially no longer
necessary. However, M70 can continue to be programmed, e.g to increase the legibility of
the part program.
Programming examples
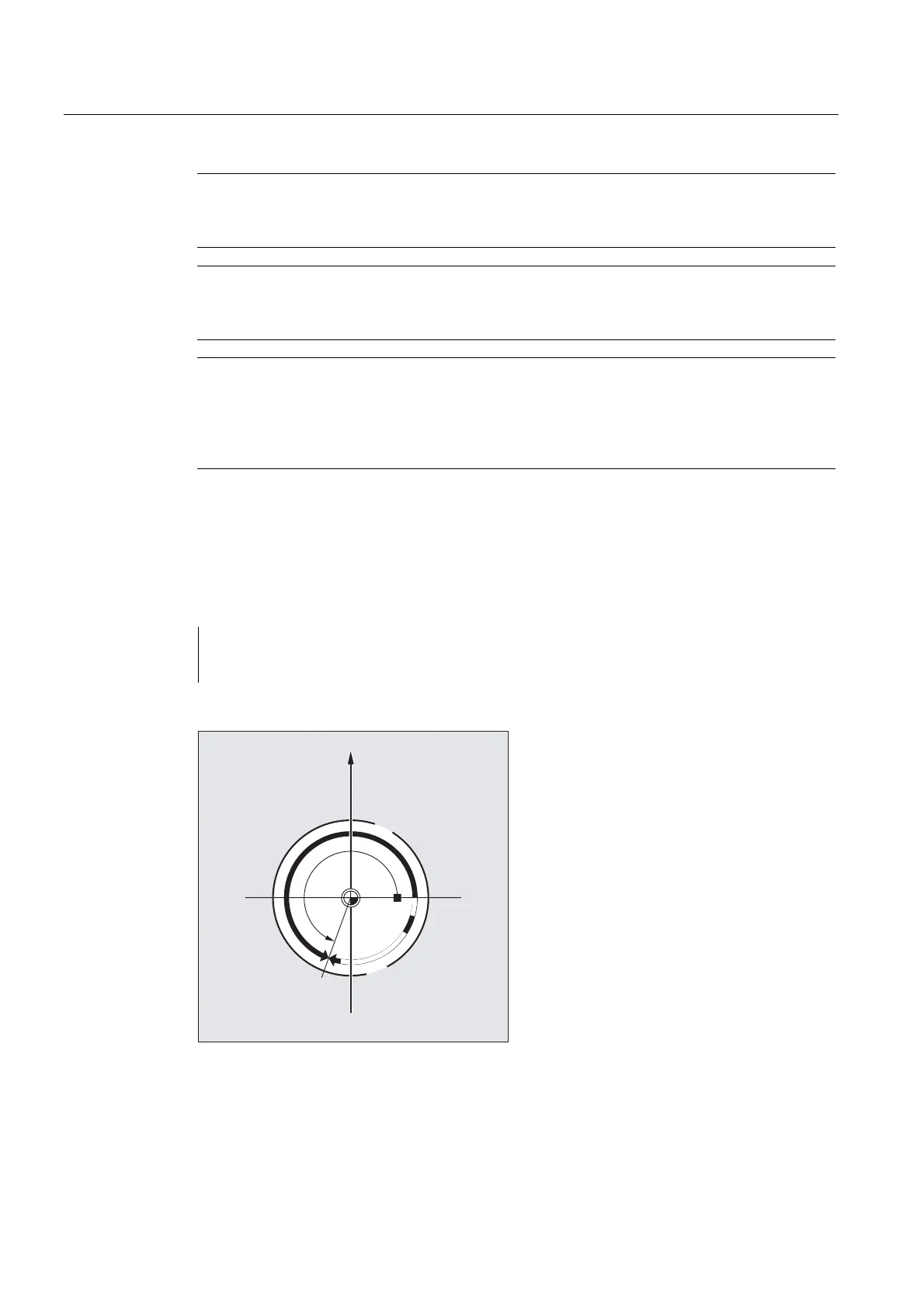
Example 1: Position spindle with negative direction of rotation
Spindle 1 is to be positioned at 250° with negative direction of rotation:
N10 SPOSA[1]=ACN(250) ; The spindle is decelerated if necessary and
accelerated in the opposite direction to that of the
positioning movement.
'&
$&
r
r
;
Figure 1-26 Position specified in degrees
 Loading...
Loading...



















