Programming principles
1.4 Spindle movements
Turning Part 2: Programming (Siemens instructions)
Programming and Operating Manual, 05/2012, 6FC5398-5DP10-0BA0
61
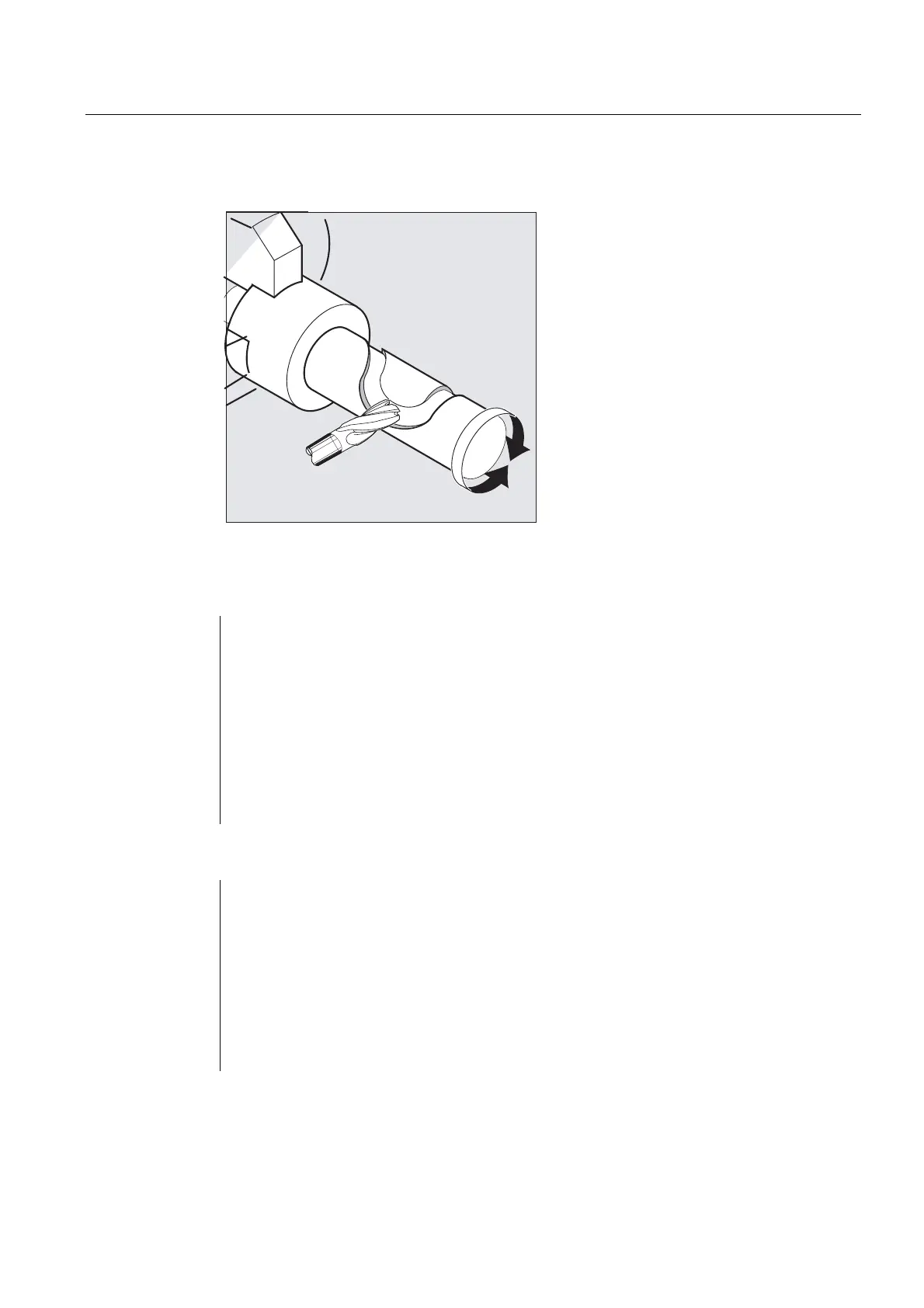
Example 2: Spindle positioning in axis mode
Figure 1-27 Spindle positioning
Program variant 1:
N10 G0 X100 Z100
N20 M3 S500
N30 G0 X80 Z80
N40 G01 X60 Z60 F0.25
N50 SPOS=0 ;Position control on, spindle 1 positioned to 0, axis
mode can be used in the next block.
N60 X50 C180 ; Spindle(C axis) is traversed with linear
interpolation synchronous to X.
N70 Z20 SPOS=90 ; Spindle is positioned to 90 degrees.
N80 M30
Program variant 2:
N10 G0 X100 Z100
N20 M3 S500
N30 G0 X80 Z80
N40 G01 X60 Z60 F0.25
N50 M2=70 ;Spindle switches to axis mode.
N60 X50 C180 ; Spindle(C axis) is traversed with linear
interpolation synchronous to X.
N70 Z20 SPOS=90 ; Spindle is positioned to 90 degrees.
N80 M30
 Loading...
Loading...



















