Programming principles
1.4 Spindle movements
Turning Part 2: Programming (Siemens instructions)
62 Programming and Operating Manual, 05/2012, 6FC5398-5DP10-0BA0
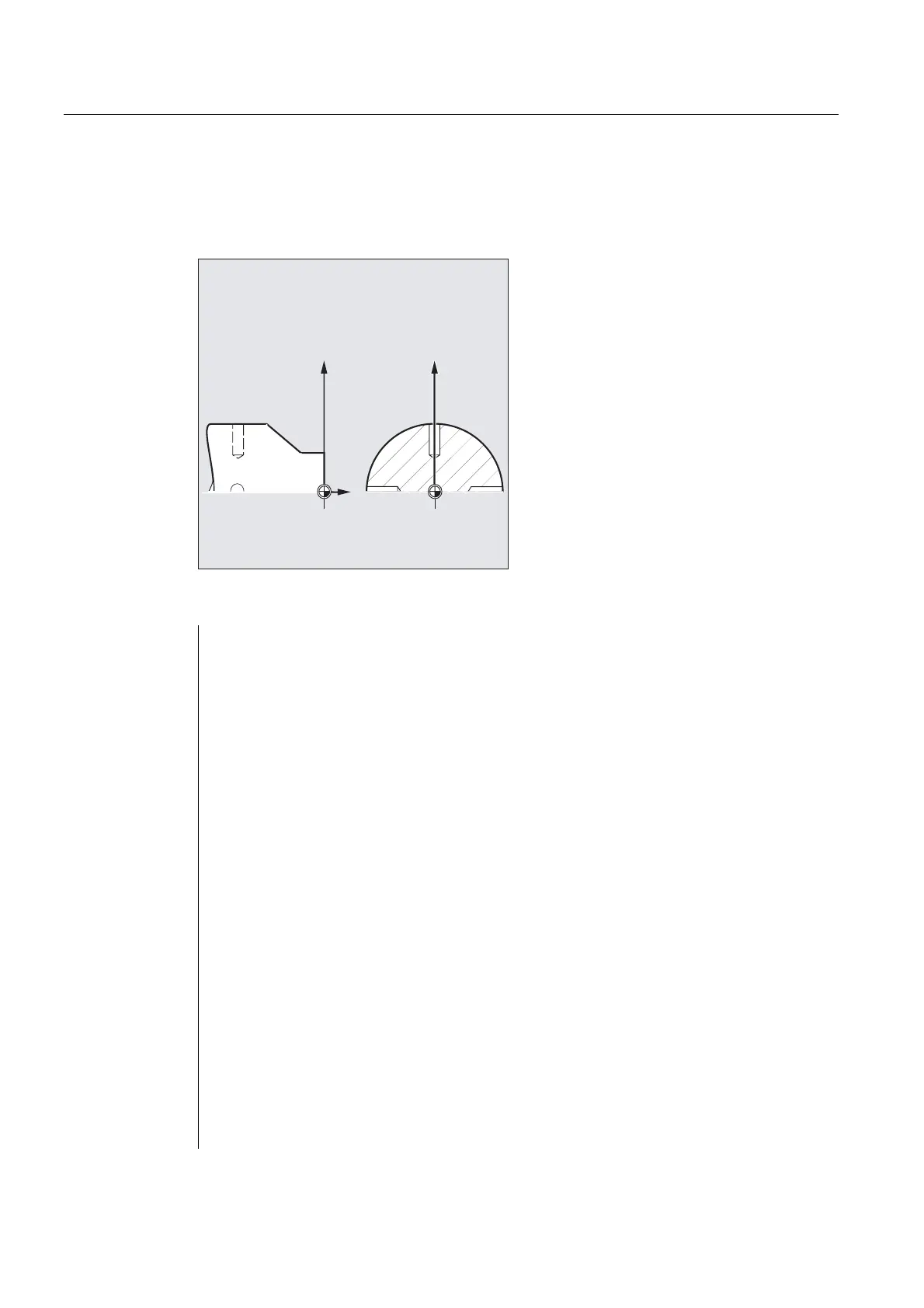
Example 3: Drill cross holes in turned part
Cross holes are to be drilled in this turned part. The running spindle is stopped at zero
degrees and then successively turned through 90°, stopped and so on.
=
; ;
Figure 1-28 Rotating part, spindle
G0 X100 Z100
N110 S2=1000 M2=3 ; Switch on cross drilling attachment.
N120 SPOSA=DC(0) ; Set main spindle to 0° immediately,
the program will advance to the next block straight
away.
N125 G0 X34 Z-35 ; Switch on the drill while the spindle is taking up
position.
N130 WAITS ; Wait for the main spindle to reach its position.
N135 G1 G94 X10 F250 ; Feedrate in mm/min (G96 is suitable only for the
multi-edge turning tool and synchronous spindle, but
not for power tools on the cross slide.)
N140G0 X34
N145 SPOS=IC(90) ; The spindle is positioned through 90° with read halt
in a positive direction.
N150 G1 X10
N155 G0 X34
N160 SPOS=AC(180) ; The spindle is positioned at 180° relative to the
spindle zero point.
N165 G1 X10
N170 G0 X34
N175 SPOS=IC(90) ; The spindle turns in a positive direction through 90°
from the absolute 180° position, ending up in the
absolute 270° position.
N180 G1 X10
N185 G0 X50
M30
 Loading...
Loading...



















