Programming principles
1.6 Tool and tool offset
Turning Part 2: Programming (Siemens instructions)
76 Programming and Operating Manual, 05/2012, 6FC5398-5DP10-0BA0
'ULOO
(IIHFW
*/HQJWKLQ=
)WRROKROGHUUHIHUHQFHSRLQW
)
/HQJWK
*7XUQLQJWRROV
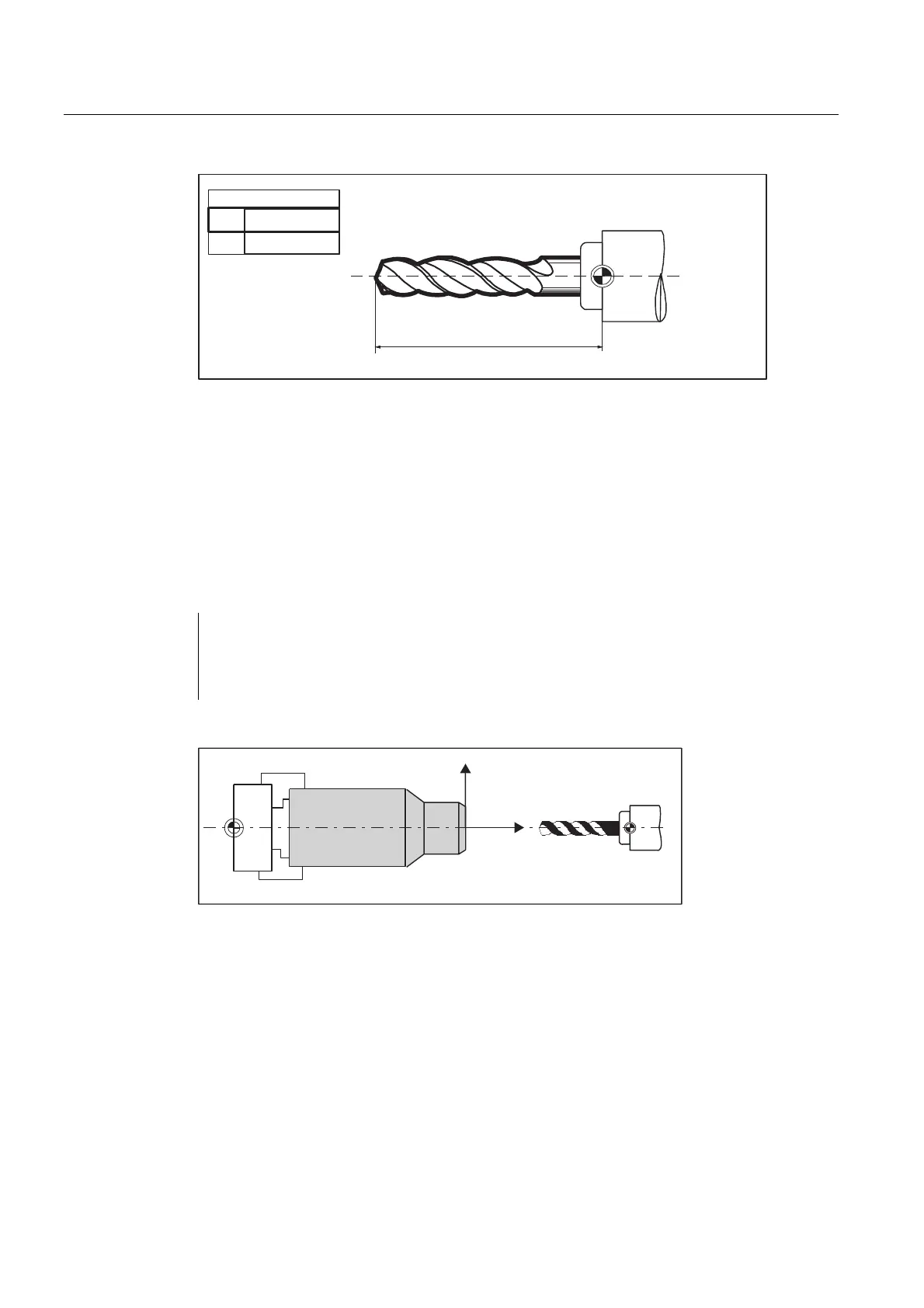
Figure 1-40 Effect of the compensation for the drill
Center hole
Switch to G17 for application of a center hole. This makes the length compensation take
effect for the drill in the Z axis. After drilling, the normal compensation for turning tools takes
effect again with G18.
Programming example
N10 T3 D1 ;Drill
N20 G17 G1 F1 Z0 M3 S100 ; Tool length offset effective in Z axis
N30 Z-15
N40 G18 M30 ; Drilling terminated
0
;
=
)
Figure 1-41 Application of a center hole