Programming principles
1.6 Tool and tool offset
Turning Part 2: Programming (Siemens instructions)
Programming and Operating Manual, 05/2012, 6FC5398-5DP10-0BA0
75
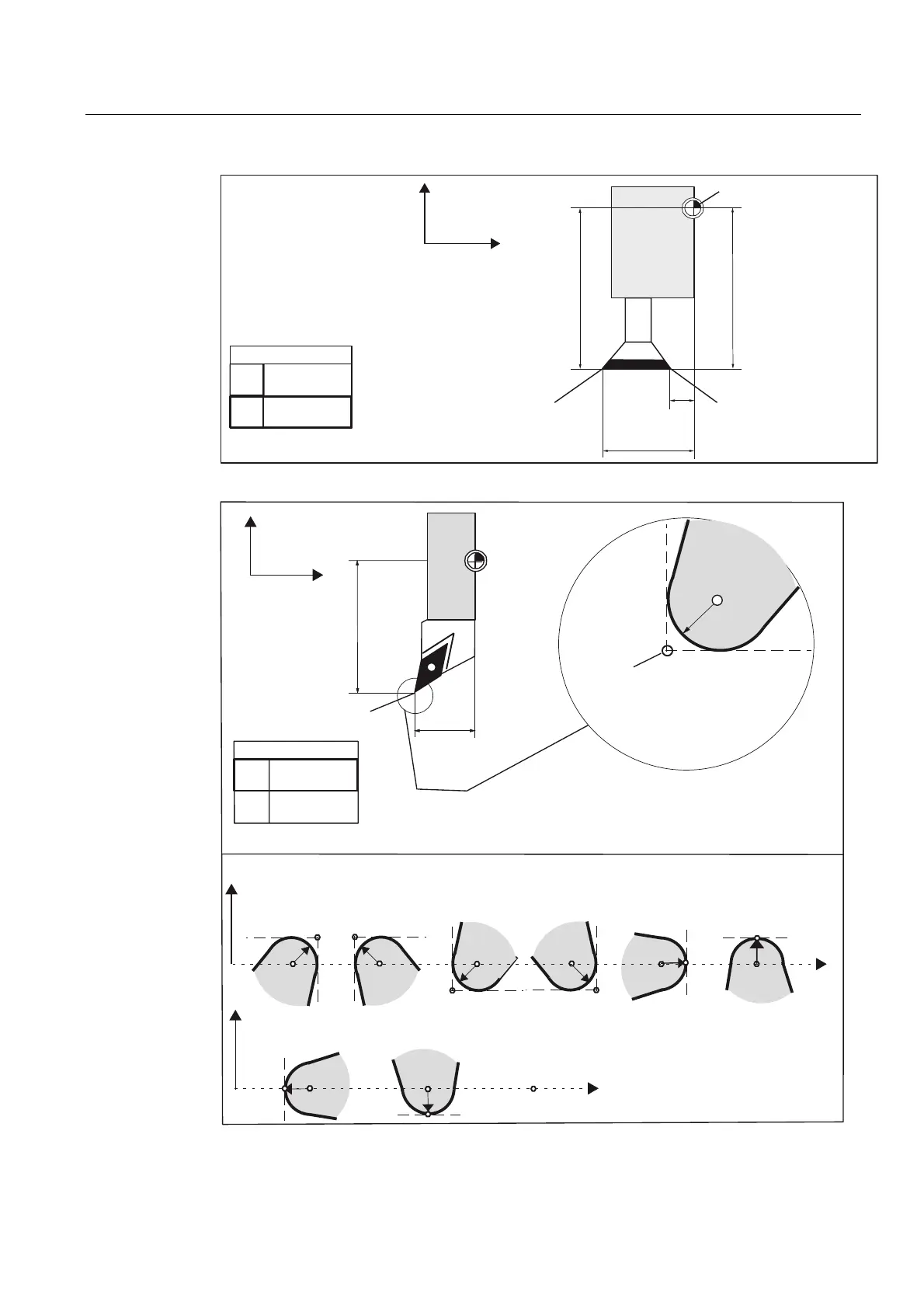
3OXQJHFXWWHU
;
=
)WRROKROGHU
UHIHUHQFHSRLQW
'/HQJWK
;
'
/HQJWK
=
7RROWLS3
&XWWLQJHGJH '
(IIHFW
*/HQJWKLQ;
/HQJWKLQ=
7ZRFRPSHQVDWLRQEORFNVUHTXLUHG
HJ'FXWWLQJHGJH
'FXWWLQJHGJH
'
/HQJWK
'/HQJWK
;
7RROWLS3
&XWWLQJHGJH '
Figure 1-38 Turning tool with two cutting edges D1 and D2 - Length compensation
7XUQLQJWRRO
;
=
/HQJWK
;
/HQJWK
=
(IIHFW
*/HQJWKLQ;
/HQJWKLQ=
7RROWLS3
FXWWLQJHGJH
5UDGLXVRIFXWWLQJHGJHWRROUDGLXV
6SRVLWLRQRIFXWWLQJHGJHFHQWHUSRLQW
)WRROKROGHUUHIHUHQFHSRLQW
)
3
&XWWLQJHGJHSRVLWLRQSRVLWLRQYDOXHVEHWZHHQDQGDUHSRVVLEOH
;
=
1RWH
7KHYDOXHV/HQJWK/HQJWKUHIHUWR
3RLQW3LQWKHFXWWLQJHGJHSRVLWLRQ
;
=
6
6
6
6
6
6
6
6
5
Figure 1-39 Compensations for turning tool with tool radius compensation