07.90 5 Measuring Cycles for Milling Machines and Machining Centres
5.4.3 L978 Paraxial multipoint measurement
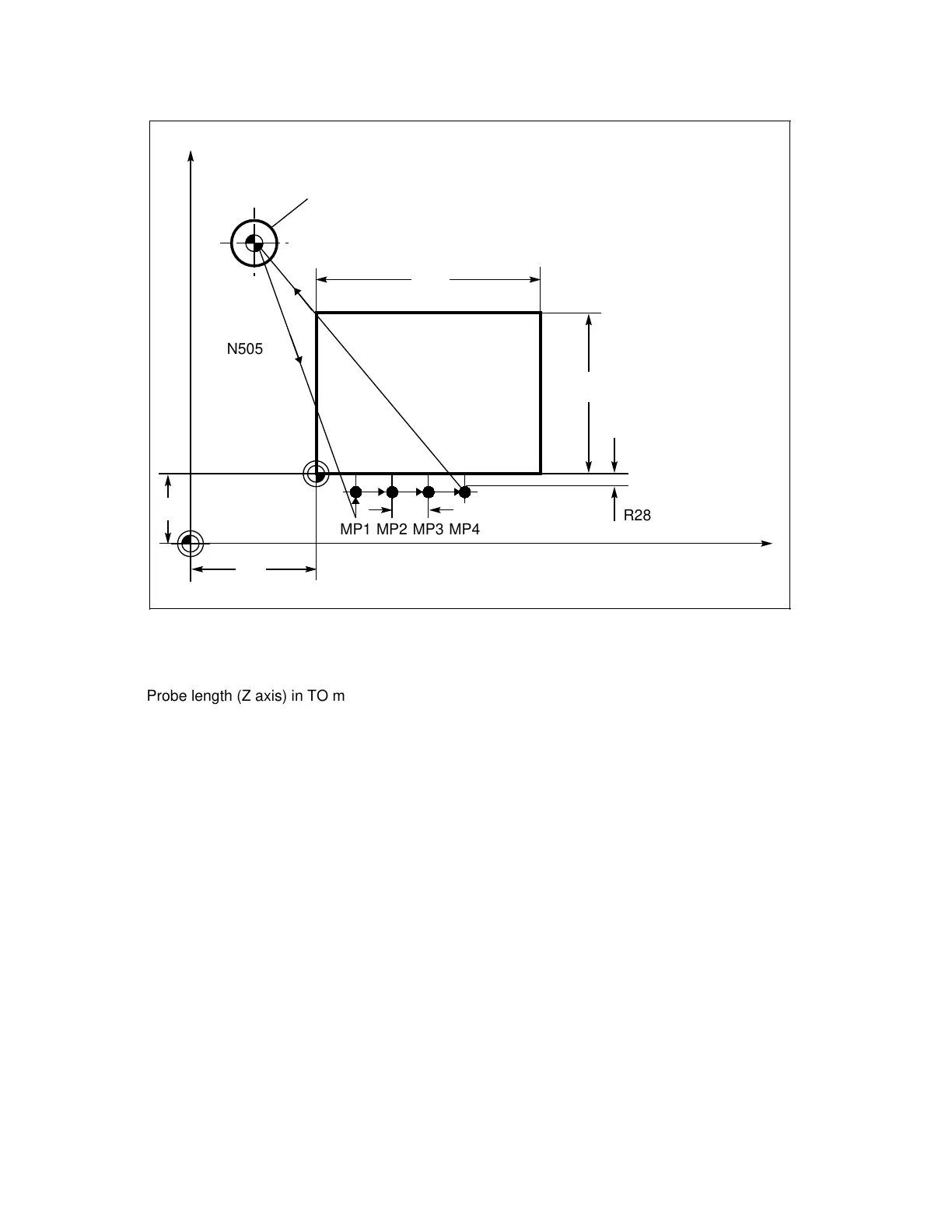
Example: Multipoint measurement in X axis with cycle L978
Fig. 5.26 Paraxial multipoint measurement
F
R19
40
(Abscissa)
W
Workpiece
120
Y
X
M
(Ordinate)
60
Spindle
80
MP1 MP2 MP3 MP4
R28
N505
Probe length (Z axis) in TO memory D99 (value 50)
%MPF 9783
:
Machining centre program
:
N500 G54 T200 T number probe; select ZO
N505 G00 X70 Y30 Position probe in X and Y
axes to face the measuring point
N510 Z40 D99 Position Z axis level with
measuring point
N515 R10=1021 R11=10 R19=10 R22=1 Define parameters for measuring
cycle
R23= 2 R24=4 R25=0 R27=1
R28= 1 R29=3 R30=102 R33=0.002
R34= 0.015 R36=1 R37=0.06 R40=0.03
R41=-0.03 R42=40
N525 L978 Cycle call for multipoint
measurement in Y axis
N530 G00 Z160 Run up Z axis
N535 X20 Y70
N540 M30
© Siemens AG 1990 All Rights Reserved 6FC5197- AB70 5–75
SINUMERIK 840/850/880 (BN)