08.96 4 Measuring Cycles for Turning Machines
4.1.3 L972/L982 Automatic tool measurement
Example: Tool measuring program
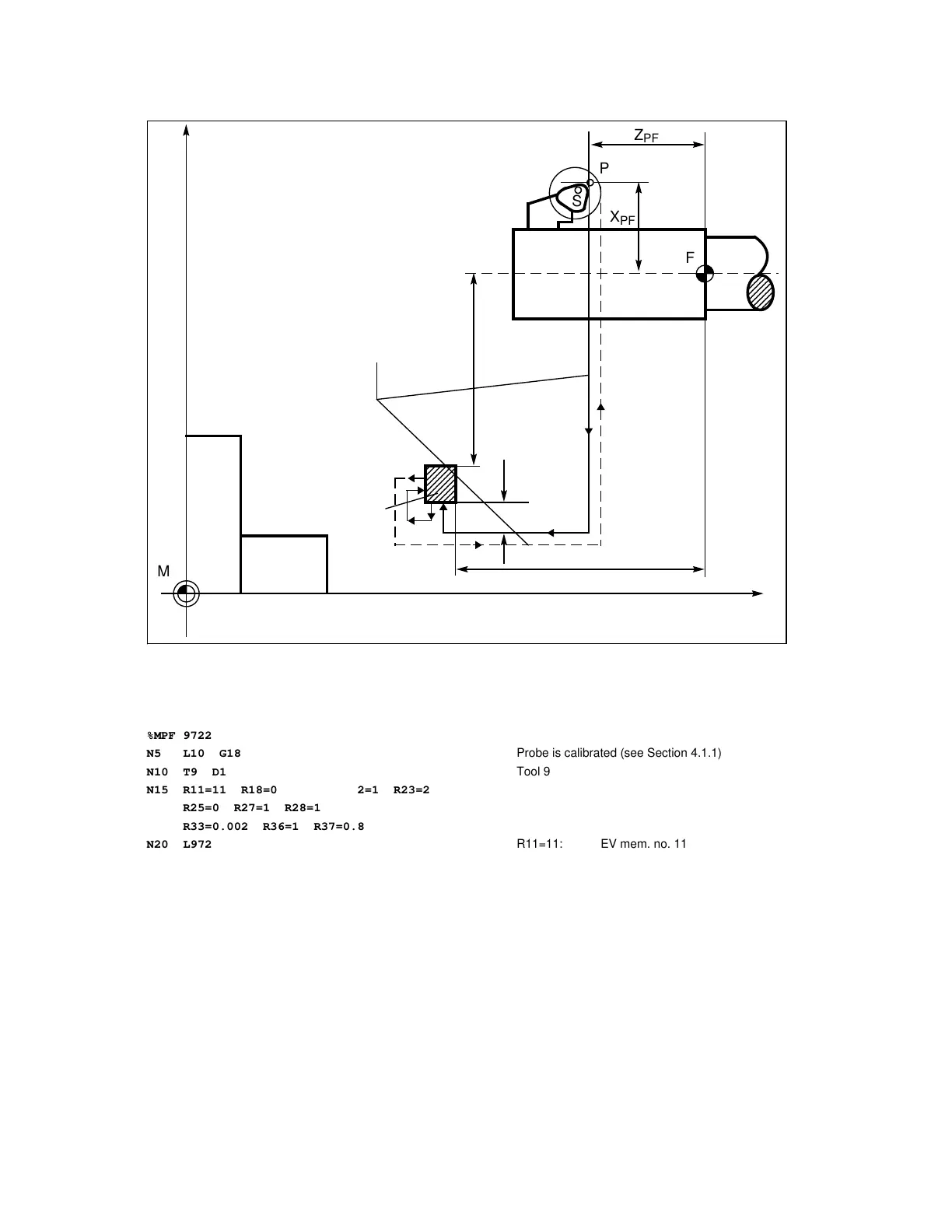
Fig. 4.6 Tool measurement towards spindle tool type 1
Probe
Approach blocks
generated by
measuring cycle
itself
X
Z
R19
R18
R28
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
S
Z
PF
P
X
PF
F
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
M
%MPF 9722
N5 L10 G18 Probe is calibrated (see Section 4.1.1)
N10 T9 D1 Tool 9
N15 R11=11 R18=0 R19=0 R22=1 R23=2
R25=0 R27=1 R28=1
R33=0.002 R36=1 R37=0.8
N20 L972 R11=11: EV mem. no. 11 Z axis
EV mem. no. 12 X axis
R18=0: Change position X axis (MDC)
R19=0: Change position Z axis (MDC)
L972: Tool T9 is measured in the
Z and X axes
N25 T11 Tool 11
N30 R11=13 L972 R11=13: EV mem. no. 13 Z axis
EV mem. no. 14 X axis
L972: Tool T11 is measured in the
Z and X axes
N90 M30
© Siemens AG 1990 All Rights Reserved 6FC5197- AB70 4–19
SINUMERIK 840/850/880 (BN)