Forme d’onde de la
double pulsation
Image 10
Dans l’Image 10 “T” indique la fréquence de la double pulsation (P11), “T1” la valeur de Pulsé
haut et “T2” la valeur de Pulsé bas.
P12 - Correction de la longueur d’arc du groupe de pulsations élevé (en double
pulsation). Pour régler la largeur du cordon en “chevron”.
Paramétrer des valeurs élevées pour obtenir un cordon plus large et des valeurs basses pour
un cordon plus étroit.
P13 - Offset vitesse double pulsation
Plus grande est la valeur, plus grande sera la profondeur du “chevron”; quand le paramètre
est réduit à 1, la fonction de pulsation du fil est annulée.
P14 - Rapport du groupe de pulsations élevés
Plus grande est la valeur, plus grande sera la proportion de la saillie et rainure du “chevron”.
P17 - Temps de courant d’amorçage (en 4 Temps spécial)
Il s’agit du temps pendant lequel le courant initial P05 reste, passé ce temps le courant va
retourner à la valeur paramétrée. Avec le paramétrer OFF cette fonction n’est pas active.
P18 - Temps de courant final (en 4 Temps spécial)
Il s’agit du temps pendant lequel le courant final de remplissage cratère P06 reste, passé ce
temps le courant se portera à 0. Avec le paramétrer OFF cette fonction n’est pas active.
P19 - Sélection modalité standard (non synergique)
OFF = modalité synergique;
ON = modalité standard, dans ce cas les deux boutons (20) et (21) permettent de régler les
valeurs de COURANT et TENSION d’une manière indépendante (non synergique).
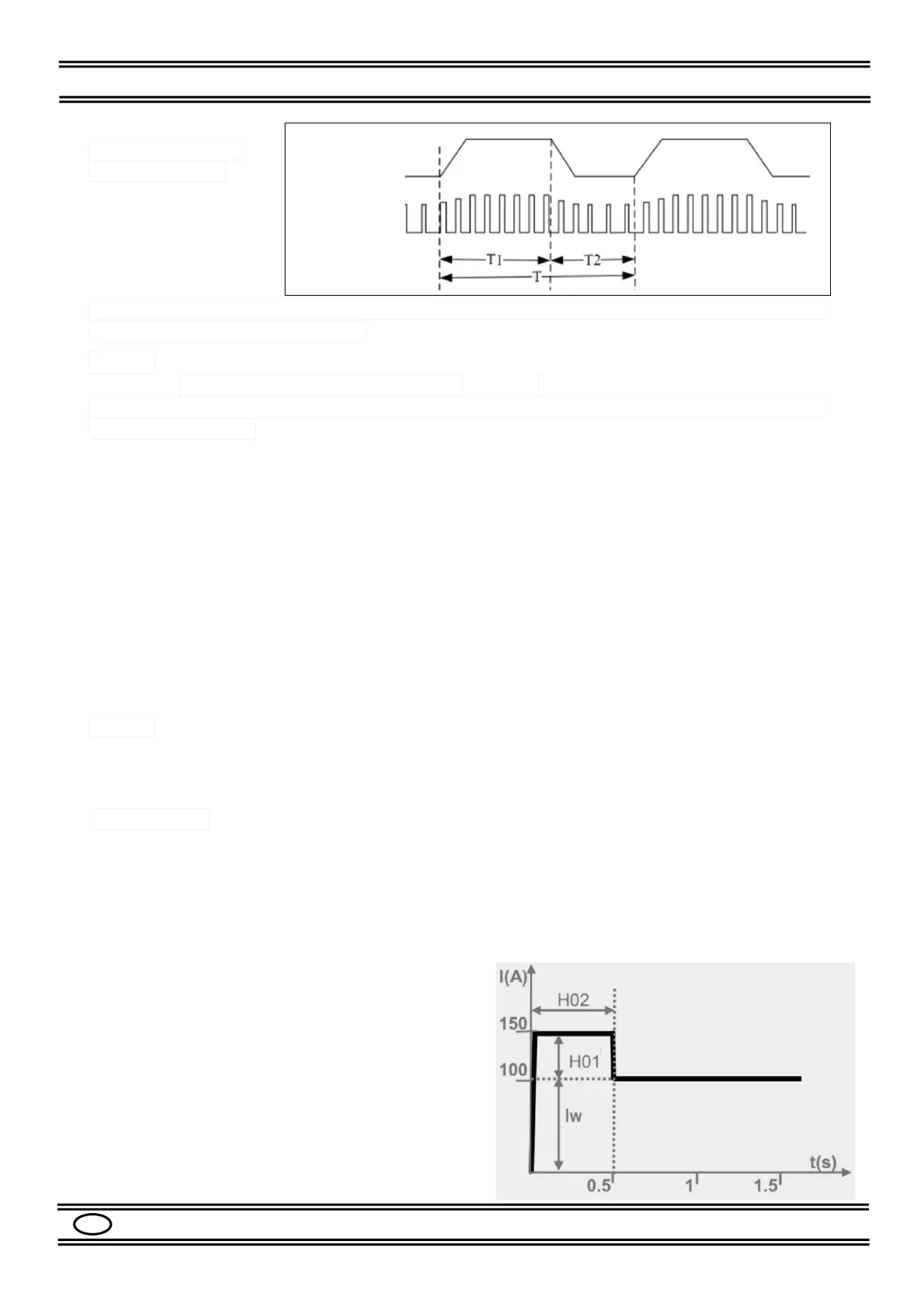
H01, H02 - HOT START (seulement en électrode MMA)
Cette fonction offre les avantages suivants:
- Elle améliore l’amorçage, même quand on utilise des électrodes avec des faibles propriétés
d’amorçage
- Elle améliore la fusion du métal de base dans la phase de start-up, qui signifie moins de
défauts de démarrage de soudure froide.
- Elle empêche la plupart des inclusions de scories.
Faire référence à l’image ci-contre. Pendant le
Temps de HOT START indiqué avec “H02”, le
courant de soudage peut être augmenté.
Cette valeur, “H01”, est réglable du 1 au
100% en plus par rapport au courant de
soudure paramétré.
Dans l’exemple de l’image le courant paramétré
est de 100A. En paramétrant le courant de HOT
START (H01) du 50%, et un temps (H02)
de 0,5 secondes, on obtiendra un courant