- 163 -
opakowaniach lub pojemnikach zabezpieczających).
UWAGA:
Wzależnościodmarki,typuigrubościpowłokizastosowanychelektrod,mogą
wystąpićniestabilnościłuku,któresąpowodowaneprzezskładelektrody.
10.2PROCES
- OSŁANIAJĄC TWARZ maską spawalniczą pocierać końcem elektrody o spawany
przedmiot, wykonując ruch, jak podczas zapalania zapałki; jest to najbardziej
prawidłowy sposób zajarzenia łuku.
UWAGA:NIEUDERZAĆelektrodąoprzedmiot,grozitouszkodzeniempowłoki
iutrudniazajarzeniełuku.
- Bezpośrednio po zajarzeniu łuku należy utrzymywać elektrodę w odpowiedniej
odległości od przedmiotu, równej średnicy zastosowanej elektrody i utrzymywać tę
odległość możliwie jak najbardziej stałą podczas całego procesu spawania; należy
pamiętać o tym, że nachylenie elektrody w kierunku posuwu powinno wynosić około
20-30 stopni.
- Po zakończeniu ściegu spawalniczego przesunąć końcówkę elektrody lekko do tyłu
względem kierunku posuwu i umieścić ją nad kraterem, umożliwiając w ten sposób
jego wypełnienie, następnie szybko podnieść elektrodę nad jeziorko spawalnicze,
żeby zgasić łuk (Wygląd ściegu spawalniczego - RYS. M).
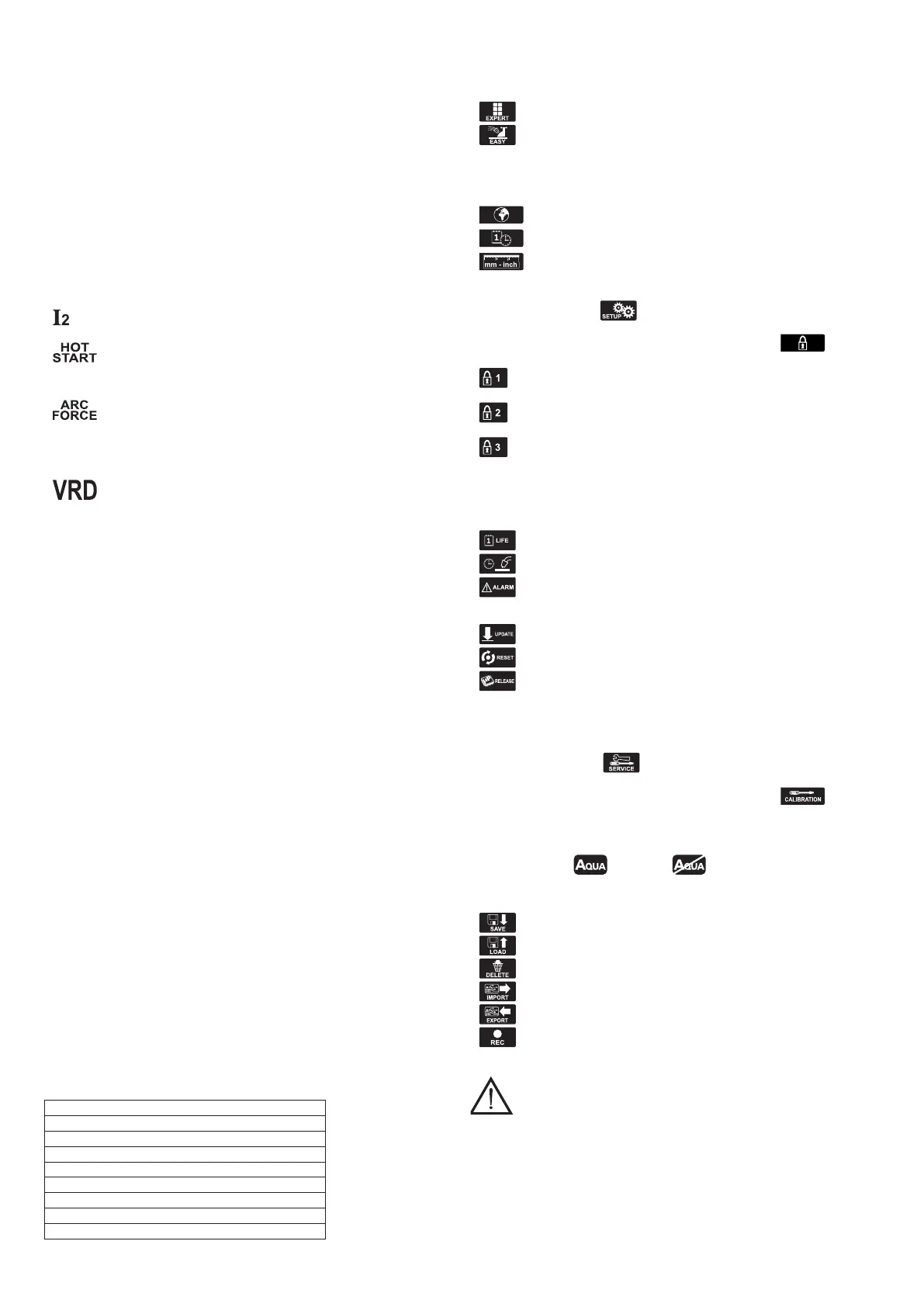
10.3UstawienietrybuMMA(Rys.L-10)
Użytkownik może spersonalizować wskazane niżej parametry spawania (Rys. L-11):
-
: Prąd spawania mierzony w Amperach.
-
: Reprezentuje przetężenie początkowe “HOT START”, na wyświetlaczu
wskazywany jest procentowy wzrost prądu spawania w stosunku do ustawionej
wartości. Ta regulacja ułatwia rozpoczęcie spawania.
-
: Reprezentuje przetężenie dynamiczne “ARC-FORCE”, na wyświetlaczu
wskazywany jest procentowy wzrost prądu spawania w stosunku do wartości
ustawionej wstępnie. Ta regulacja poprawia płynność spawania, zapobiega
przyklejaniu się elektrody do spawanego przedmiotu oraz umożliwia zastosowanie
różnych rodzajów elektrod.
-
: ON/OFF; umożliwia aktywację lub dezaktywację urządzenia redukującego
napięcie wyjściowe bez obciążenia (regulacja ON lub OFF). Aktywna funkcja VRD
zwiększa bezpieczeństwo operatora w przypadku, kiedy spawarka jest włączona,
ale nie jest gotowa do spawania.
Z lewej strony ekranu są wyświetlane rzeczywiste wielkości spawania (prąd, napięcie
spawania i średnica zalecanej elektrody).
11.SPAWANIEMETODĄTIGDC:OPISPROCESU
11.1POJĘCIAPODSTAWOWE
Spawanie metodą TIG DC jest zalecane dla wszystkich nisko- i wysoko-stopowych
stali węglowych oraz dla metali ciężkich, takich jak: miedź, nikiel, tytan i ich stopy
(RYS. N). Podczas spawania metodą TIG DC, z elektrodą ustawioną na biegunie
(-) jest zwykle używana elektroda z 2% zawartością ceru (pasek koloru szarego).
Niezbędne jest osiowe naostrzenie elektrody wolframowej z zastosowaniem ściernicy,
patrz RYS. O; należy zadbać o to, aby końcówka była idealnie współśrodkowa w celu
uniknięcia odchyleń łuku. Ważne jest, aby szlifowanie zostało wykonane w kierunku
wzdłużnym elektrody. Czynność tę należy powtarzać okresowo, w zależności od
zastosowania i zużycia elektrody lub też, jeżeli została ona przypadkowo skażona,
utleniona lub zastosowana nieprawidłowo. Aby prawidłowo wykonać spawanie, należy
stosować elektrody o dokładnie takiej samej średnicy i tej samej wartości prądu, patrz
tabela (TAB. 5). Elektroda wystaje zwykle z dyszy ceramicznej na 2-3 mm i może
wystawać do 8 mm, w przypadku spawania kątowego.
Spawanie następuje poprzez stopienie brzegów złącza. W przypadku spawania
cienkich grubości odpowiednio przygotowanych (do ok. 1 mm) nie jest konieczne
zastosowanie materiału dodatkowego (RYS. P).
W przypadku większych grubości należy zastosować pałeczki do spawania, o tym
samym składzie, co materiał podstawowy i o odpowiedniej średnicy, po odpowiednim
przygotowaniu brzegów (RYS. Q).
Aby spawanie zostało wykonane prawidłowo, zaleca się dokładnie wyczyścić spawane
przedmioty i usunąć z nich tlenek, olej, smary, rozpuszczalniki, itp.
11.2PROCES(ZAJARZENIELIFT)
- Wyregulować pokrętłem B-5 prąd spawania do żądanej wartości; Dostosować prąd
podczas spawania do rzeczywistego wymaganego obciążenia termicznego.
- Sprawdzić prawidłowy wypływ gazu.
Zajarzenie łuku elektrycznego następuje w wyniku zetknięcia i odsunięcia elektrody
wolframowej od spawanego przedmiotu. Ta metoda zajarzenia łuku powoduje mniej
zakłóceń elektro-magnetycznych, redukuje do minimum wtrącenia wolframu oraz
zużycie elektrody.
- Przyłożyć końcówkę elektrody do spawanego przedmiotu wywierając lekki nacisk.
- Natychmiast podnieść elektrodę na wysokość 2-3 mm, uzyskując w ten sposób
zajarzenie łuku.
Spawarka dostarcza początkowo zredukowaną ilość prądu. Po kilku minutach
będzie dostarczany ustawiony prąd spawania.
- Aby przerwać spawanie szybko podnieść elektrodę nad spawany przedmiot.
11.3WYŚWIETLACZTFTWTRYBIETIG(Rys.L-12)
Z lewej strony wyświetlacza są wyświetlane rzeczywiste wielkości spawania (prąd i
napięcie spawania).
12.SYGNALIZACJEALARMU(TAB.6)
Reset następuje automatycznie po usunięciu przyczyny alarmu.
Komunikaty alarmu, które mogą wyświetlić się na wyświetlaczu:
OPIS
Alarm zabezpieczenia termicznego
Alarm zbyt wysokiego/zbyt niskiego napięcia
Alarm napięcia pomocniczego
Alarm przetężenia podczas spawania
Alarm sygnalizujący zwarcie w uchwycie spawalniczym
Alarm off-line
Alarm line-error
Alarm zespołu chłodzenia
Po wyłączeniu spawarki może pozostawać wyświetlony przez kilka sekund napis
Alarm zbyt wysokiego/zbyt niskiego napięcia.
13.MENUUSTAWIEŃ(Rys.L-13)
13.1MENUMODE(Rys.L-14)
Umożliwia wybór w trybie MIG-MAG spośród wyświetlania:
-
: wszystkie parametry są wyświetlane w sposób opisany wyżej.
-
: Rys. L-17. W tym trybie wyświetlany jest spawany detal oraz kształt
ściegu spawalniczego. Naciśnięcie na przycisk C-6 powoduje
zaświecenie się wszystkich pozostałych parametrów.
W trybie “EASY” nie jest możliwe spawanie metodą MIG MANUAL i PoP.
13.2MENUSETUP(Rys.L-15)
Umożliwia ustawienie następujących wartości:
-
: język.
-
: godzina i data.
-
: urządzenia do pomiaru w systemie metrycznym lub anglosaskim.
13.2.1ZABLOKOWANIEFUNKCJI
Po wybraniu ikony setup
należy nacisnąć jednocześnie przyciski posuwu
drutu (C-2) i usuwania gazu (C-3), następnie należy zatwierdzić naciskając pokrętło
wielofunkcyjne (C-5). Na wyświetlonej stronie znajduje się ikona
, która, jeśli
wybrana, umożliwia ustawienie 3 różnych poziomów zablokowania funkcji:
-
: brak zabezpieczenia; jest możliwa nawigacja, ustawianie i modykowanie
wszystkich parametrów spawania.
-
: zabezpieczenie pośrednie; jest możliwe modykowanie tylko
podstawowych parametrów spawania.
-
: maksymalne zabezpieczenie; nie jest możliwe modykowanie żadnego
parametru.
13.3MENUSERVICE(Rys.L-16)
Umożliwia uzyskanie informacji o stanie spawarki.
13.3.1MENUINFO
-
: dni (DDDD), godziny (HH), minuty (mm) funkcjonowania spawarki.
-
: dni (DDDD), godziny (HH), minuty (mm) pracy spawarki.
-
: lista alarmów.
13.3.2MENUFIRMWARE’U
-
: umożliwia aktualizację programu spawarki przy użyciu nośnika USB.
-
: umożliwia ponowne ustawienie spawarki na ustawienia początkowe.
-
: wersje zainstalowanego programu.
13.3.3MENUREPORT
Umożliwia generowanie raportu i jego zachowanie na nośniku USB. W raporcie
znajdują się różne informacje dotyczące stanu spawarki (zainstalowane programy,
godziny eksploatacji/pracy, alarmy, ustawiony proces spawania itd.).
13.3.4KALIBRACJA
Po wybraniu ikony service
, należy nacisnąć jednocześnie przyciski posuwu
drutu (C-2) i usuwania gazu (C-3), następnie zatwierdzić naciskając pokrętło
wielofunkcyjne (C-5). Na wyświetlonej stronie znajduje się ikona
, która, jeśli
wybrana, umożliwia skalibrowanie spawarki w sposób gwarantujący jej zgodność z
wymogami normy EN50504.
13.4MENUAQUA
Umożliwia włączenie
/ wyłączenie funkcjonowania G.R.A.
13.5MENUJOBS(Rys.L-18)
Umożliwia:
-
: zachowywanie obróbki w pamięci wewnętrznej spawarki.
-
: załadowanie obróbki wcześniej zachowanej.
-
: skasowanie obróbki wcześniej zachowanej.
-
: importowanie obróbek z nośnika USB.
-
: eksportowanie obróbek na nośnik USB.
-
: umożliwia zapisywanie parametrów spawania na nośniku USB.
14.KONSERWACJA
UWAGA! PRZED WYKONANIEM OPERACJI KONSERWACYJNYCH
NALEŻY UPEWNIĆ SIĘ, ŻE SPAWARKA JEST WYŁĄCZONA I ODŁĄCZYĆ
ZASILANIE.
14.1RUTYNOWAKONSERWACJA
OPERACJERUTYNOWEJKONSERWACJIMOGĄBYĆWYKONYWANEPRZEZ
OPERATORA.
14.1.1KONSERWACJAUCHWYTUSPAWALNICZEGO
- Unikać opierania uchwytu spawalniczego i przewodu na gorących przedmiotach;
może to powodować stopienie się materiałów izolacyjnych, czyniąc je tym samym
bardzo szybko nieużytecznymi.
- Okresowo sprawdzać szczelność przewodów rurowych i złączek gazowych.
 Loading...
Loading...










