- 71 -
- : Utógáz. Lehetővé teszi a védőgáz áramlási idejének beállítását a
hegesztés leállásától kezdődően.
-
: Elektronikus reaktancia. Egy magasabb érték melegebb hegesztési fürdőt
eredményez;
-
: Burn-back. Lehetővé teszi a huzal visszaégési idejének szabályozását a
hegesztés leállásánál;
-
: Soft-start. Lehetővé teszi a huzalsebesség hozzáigazítását a hegesztés
indításához az ívgyújtás optimalizálása céljából.
A kijelző felső részében kerülnek megjelenítésre a hegesztés valós értékei
(huzalsebesség, hegesztőáram és -feszültség).
7.1.1Paraméterekbeállításaspoolgun-nal
A kézi módban a huzal adagolási sebességet és a hegesztőfeszültséget külön-
külön kell beállítani. A spool gun-on lévő szabályozógomb (I-5 ábra) szabályozza a
huzalsebességet, míg a hegesztőfeszültséget a kijelzőről kell beállítani.
7.2Szinergikusüzemmódbanvalóműködés.
Szinergikus üzemmód beállítása (L-3 ábra).
A C-5 szabályozógomb legalább 3 másodpercig történő benyomásával hozzá lehet
férni az olyan paraméterek beállítási menüjéhez, mint a huzal átmérő, gáztípus. (L-4
ábra). A hegesztőgép automatikusan beállítódik a memorizált szinergikus görbék által
meghatározott, optimális működési feltételek közé. A felhasználónak csak az anyag
vastagságát kell kiválasztania a hegesztés elkezdéséhez.
A felhasználó ezenkívül személyre szabhatja a következő hegesztési paramétereket
(L-5 ábra):
-
: Ívkorrekció az előre beállított feszültséghez képest.
-
: huzaladagolási sebesség.
-
: anyagvastagság.
-
: Hegesztőáram.
-
: Elektronikus reaktancia korrekció az előre beállított értékhez képest.
-
: Burn-back korrekció. Lehetővé teszi a huzal visszaégési idejének javítását
a hegesztés leállásánál az előre beállított időhöz képest.
-
: Utógáz. Lehetővé teszi a védőgáz áramlási idejének beállítását a
hegesztés leállásától kezdődően.
-
: Hegesztőáram lefutási idő (SLOPE DOWN). Az áram fokozatos
csökkentését teszi lehetővé a hegesztőpisztoly gomb kiengedésével.
Megjegyzés: a hegesztőáram, a huzaladagoló sebesség, az anyagvastagság
paraméterek egy szinergikus görbe alapján összefüggésben állnak.
A kijelző felső részében kerülnek megjelenítésre a hegesztés valós értékei
(huzalsebesség, hegesztőáram és -feszültség).
7.2.1ATCmódozat(AdvancedThermalControl)
Automatikusan aktiválódik, amikor a beállított vastagság 1.5 mm-nél kisebb vagy
azzal egyenlő.
Leírás: a hegesztőív különleges pillanatnyi ellenőrzése és a paraméterek rendkívül
gyors kijavítása a minimálisra csökkentik a Short Arc átviteli üzemmód jellegzetes
csúcsáramait a hegesztendő darabra történő, csökkentett hőátvitel előnyére.
Az eredmény egyrészről az alapanyag kismértékű alakváltozása, másrészről a
hozaganyag folyamatos és precíz átvitele, könnyen alakítható hegesztési varrat
elkészítésével.
Előnyök:
- nagyon egyszerű hegesztések vékony vastagságokon;
- az alapanyag kismértékű alakváltozása;
- stabil ív alacsony áramokon is;
- gyors és precíz ponthegesztés;
- egymástól távol tartott lemezek könnyített egyesítése.
7.2.2Aspoolgunhasználata
Minden beállítási módot (alapanyag, huzal átmérő, gáz típusa) a fentiekben leírtak
szerint kell végrehajtani.
A spool gun-on lévő szabályozógomb (I-5 ábra) szabályozza a huzalsebességet (és
ezzel egyidejűleg a hegesztőáramot és a vastagságot). A felhasználónak csak az
ívfeszültséget kell kijavítania a kijelzőn keresztül (ha szükséges).
7.3ABPulseüzemmódbanvalóműködés
Pulzáló üzemmód beállítása (L-6 ábra).
A C-5 szabályozógomb legalább 3 másodpercig történő benyomásával hozzá lehet
férni az olyan paraméterek beállítási menüjéhez, mint a huzal átmérő, gáztípus. (L-4
ábra). A hegesztőgép automatikusan beállítódik a memorizált szinergikus görbék által
meghatározott, optimális működési feltételek közé. A felhasználónak csak az anyag
vastagságát kell kiválasztania a hegesztés elkezdéséhez.
A szinergikus üzemmódhoz képest további két paraméter áll rendelkezésre:
-
: Kezdőáram.
-
: A kezdőáram időtartama. A paraméter nullára állításával a kezdőáram
kikapcsolása történik meg.
7.4ABPoPüzemmódbanvalóműködés(PULSEonPULSE)
Pulzáló üzemmód beállítása (L-7 ábra).
A PoP üzemmód lehetővé teszi egy pulzáló hegesztés elvégzését 2 áramerősség
szinttel (I
2
és I
1
) és T2 és T1 szerinti időtartammal.
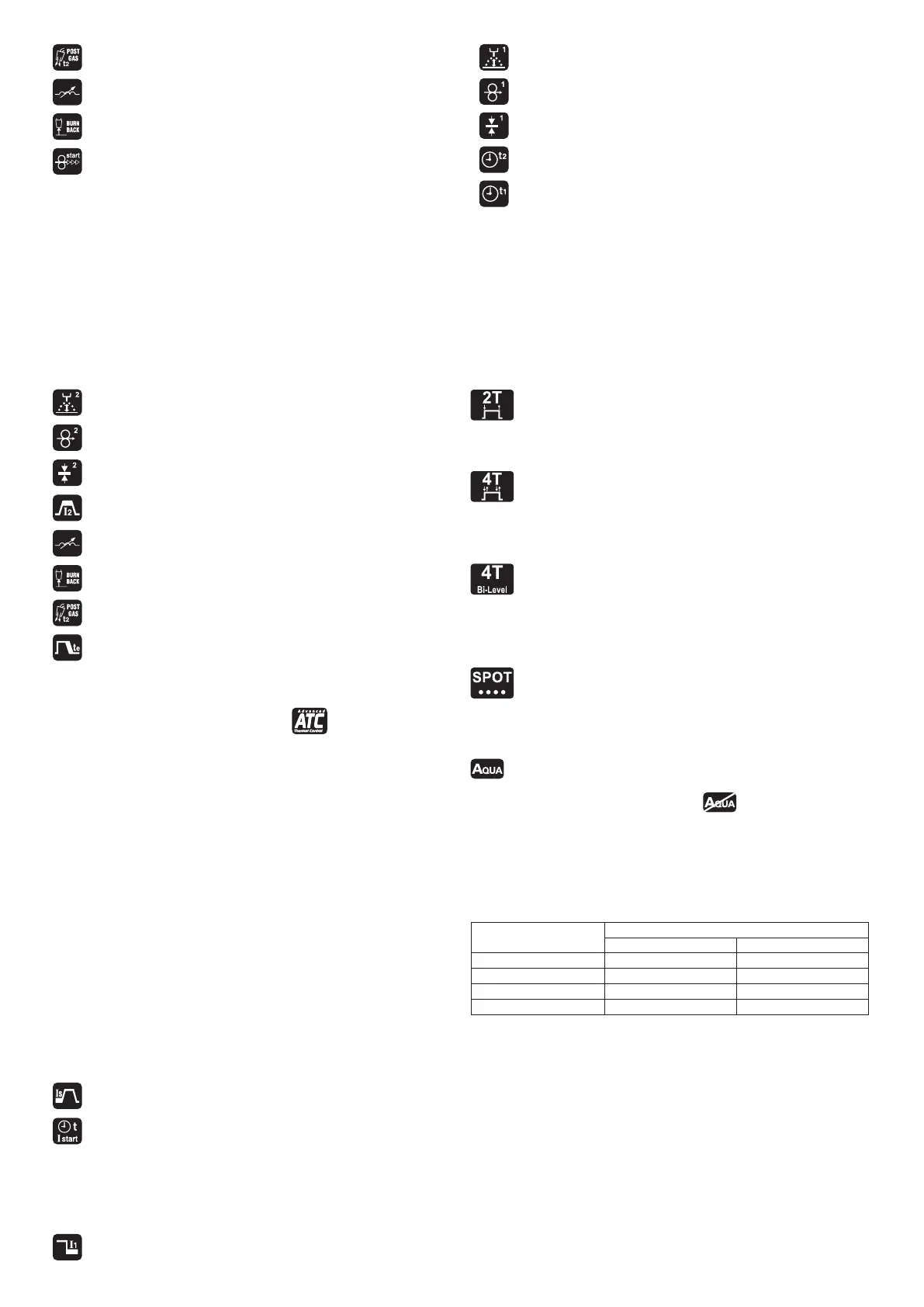
A PULZÁLÓ üzemmódhoz képest a következő változók állnak a rendelkezésre:
-
: Szekunder hegesztőáram;
-
: Szekunder ívkorrekció az előre beállított feszültséghez képest;
-
: szekunder huzaladagolási sebesség;
-
: szekunder anyagvastagság;
-
: I
2
áram időtartama;
-
: I
1
áram időtartama.
7.5ROOTMIGüzemmódbanvalóműködés
ROOT MIG üzemmód beállítása (L-8 ábra).
A rendelkezésre álló paraméterek ugyanazok, mint a szinergikus üzemmódnál (lásd
7.2).
8.AHEGESZTŐPISZTOLYGOMBELLENŐRZÉSE
8.1Ahegesztőpisztolygombellenőrzésimódjánakbeállítása(L-9ábra)
A paraméterek beállítási menüjéhez való hozzáféréshez nyomja be a
szabályozógombot (B-5 ábra) legalább 3 másodpercig.
8.2Ahegesztőpisztolygombellenőrzésimódja
A hegesztőpisztoly gomb 4 különböző ellenőrzési módját lehet beállítani:
2Tüzemmód
A hegesztés a hegesztőpisztoly gombjának benyomásával kezdődik és a gomb
kiengedésével végződik.
4Tüzemmód
A hegesztés a hegesztőpisztoly gombjának benyomásával és kiengedésével kezdődik
és csak akkor fejeződik be, amikor azt másodszor is benyomják majd kiengedik. Ez a
módozat hasznos hosszú ideig tartó hegesztéseknél.
4TBi-Levelüzemmód
A hegesztés a hegesztőpisztoly gombjának benyomásával és kiengedésével kezdődik.
Minden egyes benyomásnál/kiengedésnél átmenet történik az (I
2
jel) áramról az (I
1
jel)
áramra és vissza. Ez csak akkor fejeződik be, amikor a hegesztőpisztoly gombját egy
bizonyos előre meghatározott időre benyomják.
Ponthegesztőüzemmód
Lehetővé teszi a MIG/MAG ponthegesztések végrehajtását a hegesztés időtartamának
ellenőrzésével
9.HEGESZTÉSG.R.A.-VAL(csaka270A-sváltozatnál).
A hegesztőgép automatikusan felismeri a G.R.A. jelenlétét. A kijelzőn megjelenik a
jel. A hegesztőpisztoly gombjának első benyomására a G.R.A. aktiválódik. A
G.R.A. működését ki lehet kapcsolni a 12. fej.-ben feltüntetett utasítások követése
útján. Ebben az esetben a kijelzőn megjelenik a
jel.
10.MMAHEGESZTÉS:AZELJÁRÁSLEÍRÁSA
10.1ÁLTALÁNOSELVEK
- A felhasznált elektródák csomagolásán a gyártó által feltüntetett előírások elolvasása
elengedhetetlen, amelyek az elektróda helyes polaritását és a vonatkozó optimális
áramot jelölik.
- A hegesztőáramot a felhasznált elektróda átmérője és azon illesztés típusa
függvényében kell beállítani, amelyet el szeretne készíteni; tájékoztatás címén a
különféle elektróda átmérőkhöz alkalmazható áramok az alábbiak:
ØElektróda(mm)
Hegesztőáram(A)
Min. Max.
1.6 25 50
2.0 40 80
2.5 60 110
3.2 80 170
- Vegye gyelembe, hogy azonos elektróda átmérő esetén magas áramértékeket
kell használni a síkban történő hegesztésekhez, míg függőleges vagy fej feletti
hegesztéseknél alacsonyabb áramokat kell alkalmazni.
- A hegesztett illesztés mechanikai tulajdonságai meghatározottak, a kiválasztott
áramerősségen, az egyéb olyan hegesztési paramétereken kívül, mint az ív
hosszúsága, a végrehajtási sebesség és pozíció, az elektródák átmérője és
minősége (a helyes tárolás érdekében tartsa az elektródákat nedvességtől távol,
védve az adott csomagolásban vagy tartóban).
FIGYELEM:
Az elektródák bevonatának márkája, típusa és vastagsága alapján az ív
instabilitásaitapasztalhatókazelektródaösszetételébőleredően.
10.2ELJÁRÁS
- A fejpajzsot az ARCA ELÉ tartva dörzsölje az elektróda hegyét a hegesztendő
munkadarabhoz egy olyan mozdulatot végezve, mintha egy gyufát kellene
meggyújtania; ez a leghelyesebb módszer az ív gyújtásához.
FIGYELEM: NE ÜTÖGESSE az elektródát a munkadarabhoz; a bevonat
sérülésekövetkezhetbe,amelymegnehezítiazívgyújtást.
- Amint meggyulladt az ív, próbáljon megtartani a munkadarabtól a felhasznált
elektróda átmérőjével azonos távolságot és azt lehetőleg állandóan megtartani
a hegesztés folyamán; emlékezzen arra, hogy az elektródának az előrehaladás
 Loading...
Loading...










