SERVICE 5-2 Manual 0-2724
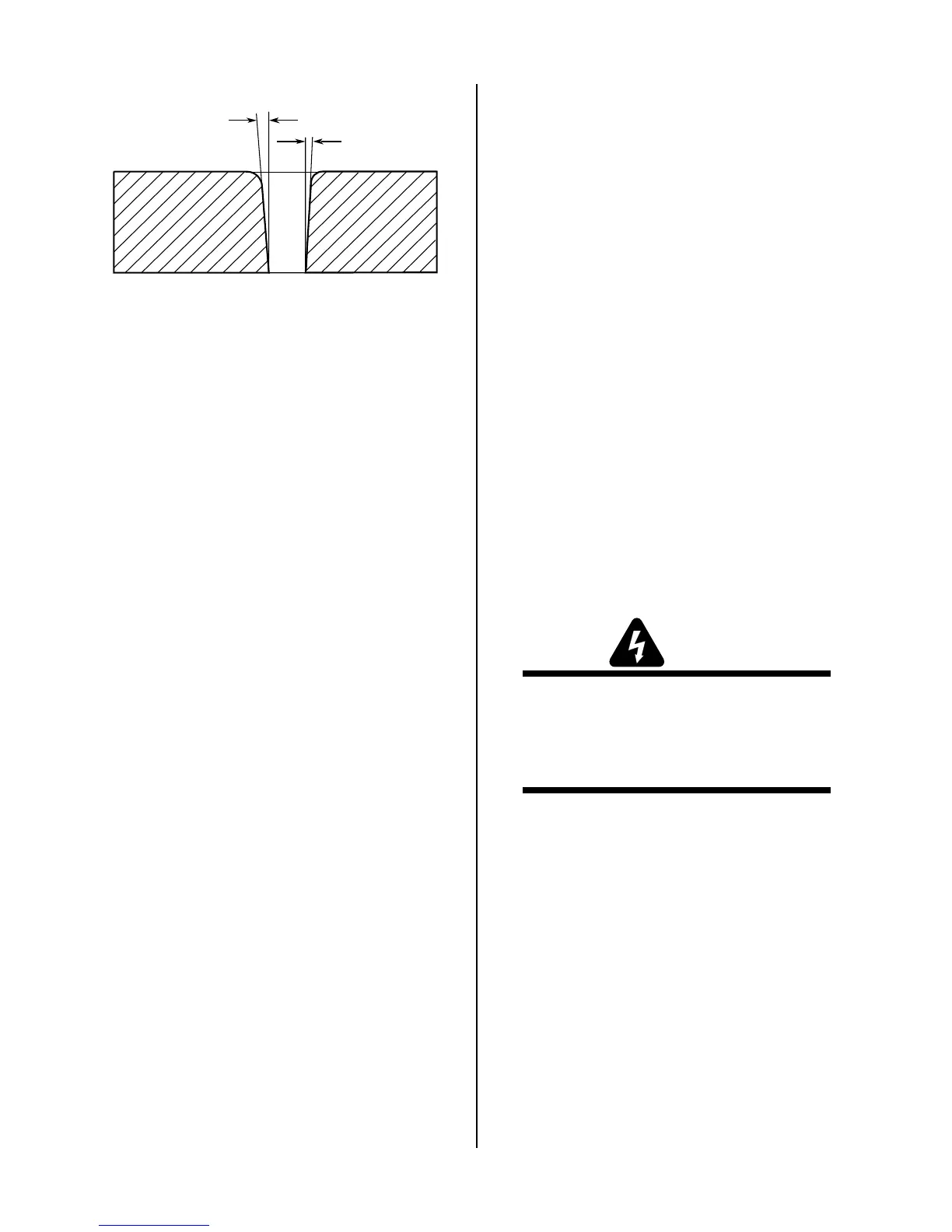
Right Side
Cut Angle
Left Side
Cut Angle
A-00512
Figure 5-1 Side Characteristics Of Cut
E. Dross
Generally when dross is present on carbon steel, it is called
either "high speed or slow speed dross".
"High speed dross" usually forms a narrow bead along
the bottom of the cut edge and is very difficult to remove.
"Slow speed dross" will be in larger quantities but does
not adhere tightly to the cut edge and can be removed
easily.
When cutting a troublesome steel, it is suggested that the
torch travel speed be reduced to produce "slow speed
dross". Any required cleanup can then be done by scrap-
ping, not grinding.
Dross present on top of the plate (top spatter), is normally
caused by a slow torch travel speed or too high of a torch
standoff distance.
F. Common Cutting Faults
1. Insufficient Penetration
a. Cutting speed too fast
b. Torch tilted too much
c. Metal too thick
d. Worn torch parts
e. Cutting current too low
f. Non-genuine Thermal Dynamics parts used.
2. Main Arc Extinguishes
a. Cutting speed too slow
b. Torch standoff too high from workpiece
c. Cutting current too high
d. Work cable disconnected
e. Worn torch parts
f. Non-genuine Thermal Dynamics parts used.
3. Excessive Dross Formation
a. Cutting speed too slow
b. Torch standoff too high from workpiece
c. Worn torch parts
d. Improper cutting current
3. Non-genuine Thermal Dynamics parts used.
4. Short Torch Parts Life
a. Oil or moisture in air source
b. Exceeding system capability (material too thick)
c. Excessive pilot arc time
d. Air flow too low (incorrect pressure)
e. Improperly assembled torch
f. Non-genuine Thermal Dynamics parts used.
5.04 Troubleshooting Guide
A. General
Troubleshooting and repairing this unit should be un-
dertaken only by those familiar with high voltage high
power electronic equipment.
WARNING
There are extremely dangerous voltage and power
levels present inside this unit. Do not attempt to
diagnose or repair unless you have had training in
power electronics measurement and troubleshoot-
ing techniques.
B. Basic Troubleshooting
This manual covers a basic level of troubleshooting that
requires limited disassembly and measurements. It is
helpful for solving many of the common problems that
can arise with this system.
If major complex subassemblies are faulty, the unit must
be returned to an authorized service center for repair.
Follow all instructions as listed and complete each sec-
tion in the order presented.
For major troubleshooting and parts replacement pro-
cedures refer to CutMaster 80XL Power Supply (CE)
Service Manual 0-2725.
 Loading...
Loading...