4. Welding too irregular:
The weld bead is asymmetrical (as a result of magnetic arc
blowing
action) and the stud edge is undercut on one side. (Possibly
change earth clip positions.)
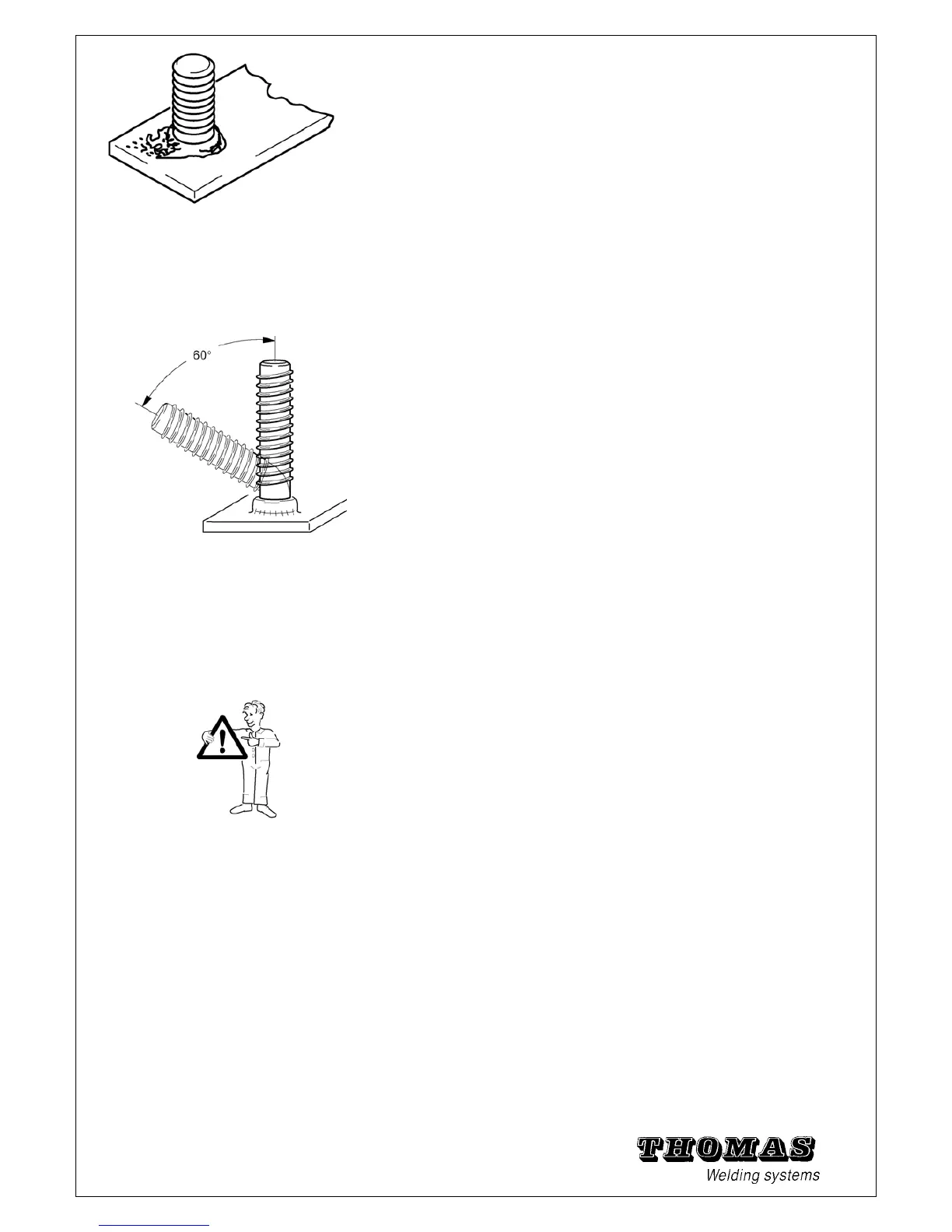
4.7.2 Impact bending test
The impact bending test is one of the most common test methods
to check welding parameters and to identify defective welds.
If a weld joint is thought to be defective or the fusion length of the
stud is too short, the impact bending test must be carried out as follows:
Bend the welding element by 60° with a hammer or bending device.
This stresses the weld joint in tension, pressure and bending
by an undefined amount.
• The impact bending test is deemed as passed if there are no
cracks to be seen in the welding zone.
• If the welding element is torn out of the base metal (a recess is
formed in the workpiece), the weldability of the materials is
deemed proven.
• If the welding element breaks off in the welding zone, you must
check whether:
- both materials are weldable,
- the material combinations are weldable,
- the ignition tip is in order,
- the settings on the welding gun and power unit are correct and
the welding gun or power unit is defective.
-
If these requirements are not met, an impact bending test must
also be carried out on the three previous and three next welds.
Warning:
Welding work may only be continued when satisfactory
test results are obtained.
46