jiafengqi.xtf@hotmail.com
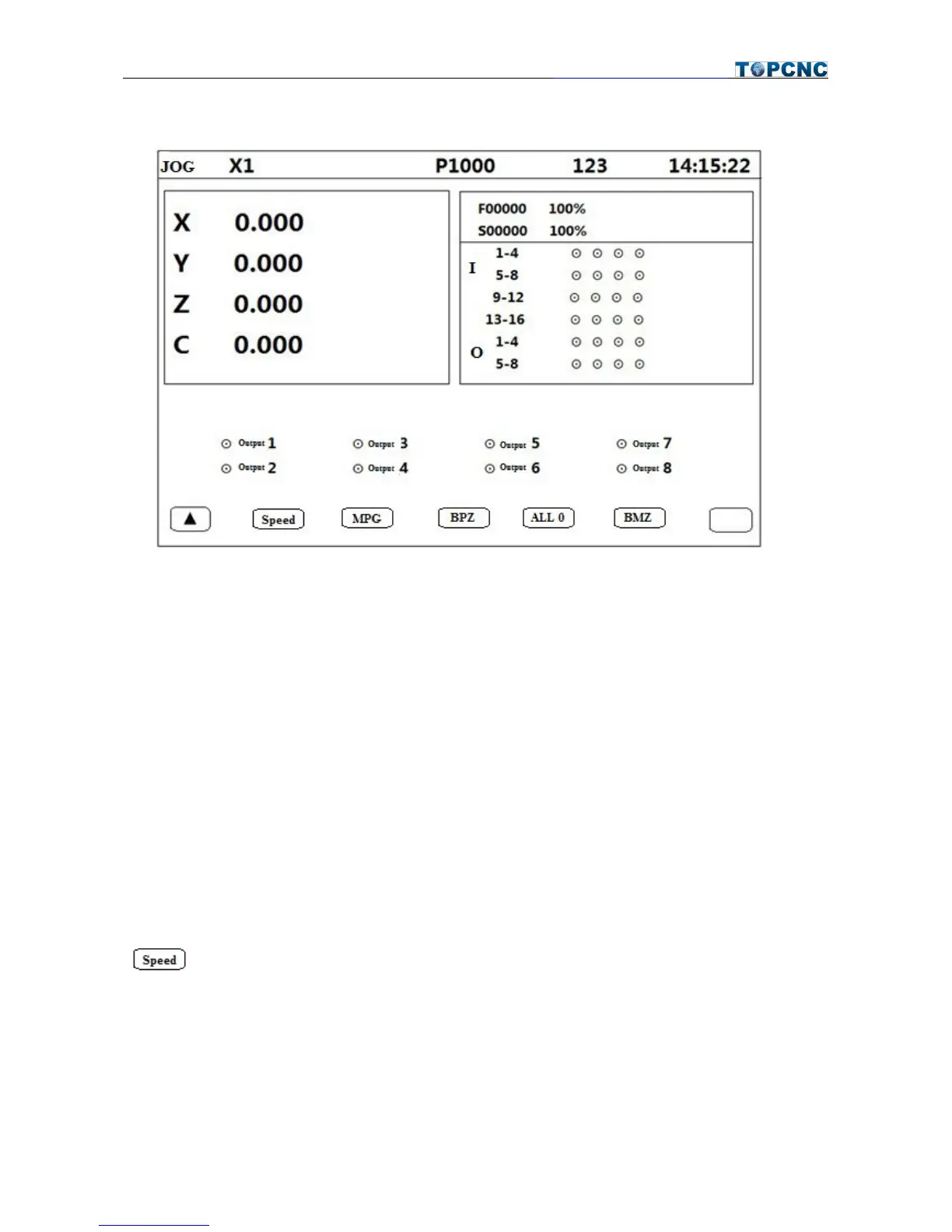
● Press X, Y, Z and C to choose relevant axis.
● S for feeding rate gaining, N for feeding rate decreasing. (10%-150%)
● G for spindle rate gaining, M for spindle rate decreasing. (10%-150%)
● Press Shift to change output port, press Enter to change from ON or OFF.
● Press ← and → for consecutive running.
● Press ↑ and ↓ for jogging, define the jog distance in PAR-Ctrl-Jog+Distance; define jog speed in
PAR-Speed-Jog.
3.1 Speed
: Negative display means manual high speed, positive display means manual low speed. Press ←
and → for consecutive running.

 Loading...
Loading...
