Kunststoffschweißtechnik
Welding tables and welding log Chapter 6
20.08.14 Working instructions WIDOS 3511 Page 23 of 39
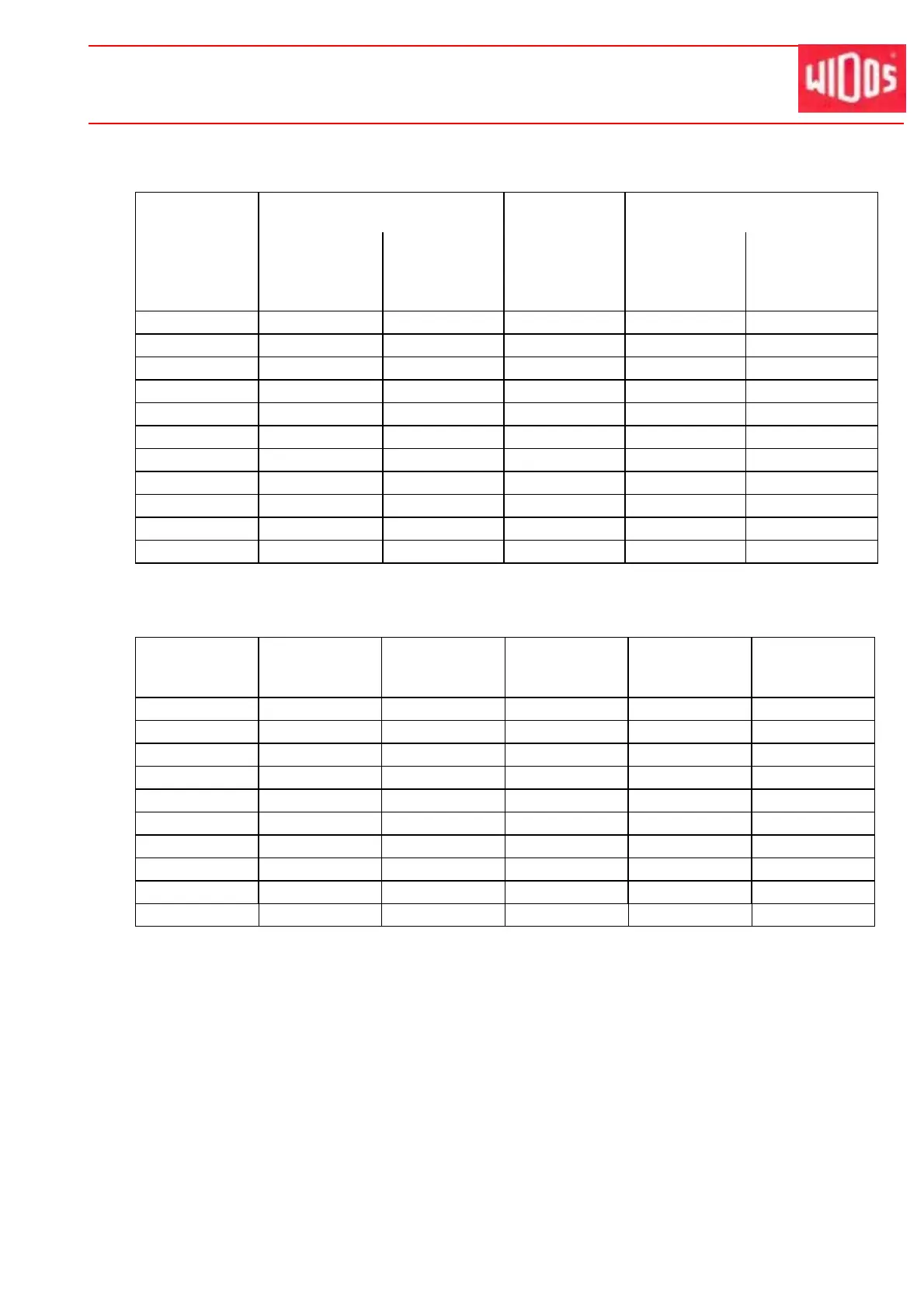
6.3. Table for PEHD
Pipe outside
diameter
Heat-up Change-over
(max. time)
Cool down
[mm] SDR 11,
SDR7,4
SDR6
[s]
SDR 17,6
SDR17
[s]
[s] [mm] SDR 11,
SDR7,4
SDR6
[s]
16 5 *) 4 6 2
20 5 *) 4 6 2
25 7 *) 4 10 2
32 8 *) 6 10 4
40 12 *) 6 20 4
50 18 *) 6 20 4
63 24 *) 8 30 6
75 30 18 8 30 6
90 40 26 8 40 6
110 50 36 10 50 8
125 60 46 10 60 8
6.4. Table for PB (Polybutene)
Pipe outside
diameter
[mm]
Min. pipe wall
thickness
[mm]
Insertion
depth
[mm]
Heat-up
[s]
Holding (under
pressure)
[s]
Cool down
[min]
20**) 2,0 15 6 15 2
25**) 2,3 18 6 15 2
32**) 3,0 20 10 20 4
40**) 3,7 22 14 20 4
50**) 4,6 25 18 30 4
63**) 5,8 28 22 30 6
75**) 6,8 31 26 60 6
90**) 8,2 36 30 75 6
110**) 10,0 42 35 90 6
125**) 11,4 46 40 104 7
*) Due to wall thickness which is too small, this welding method is not recommended.
**) These fields contain merely interpolated values which are not verified by a valid standard
and for which the WIDOS GmbH does not assume any warranty.
Apart from that, the standard values for welding of the plastic pipe or fitting manufacturer are
valid.