Kunststoffschweißtechnik
Foundation: 2207, 2208 DIN 16932 German association for welding
The value for heating element temperature is between 200° C - 220° C.
The standard value for heating element temperature is 220° C.
Increase the change-over time and the welding pressure time at PE 100 as fast as possible !
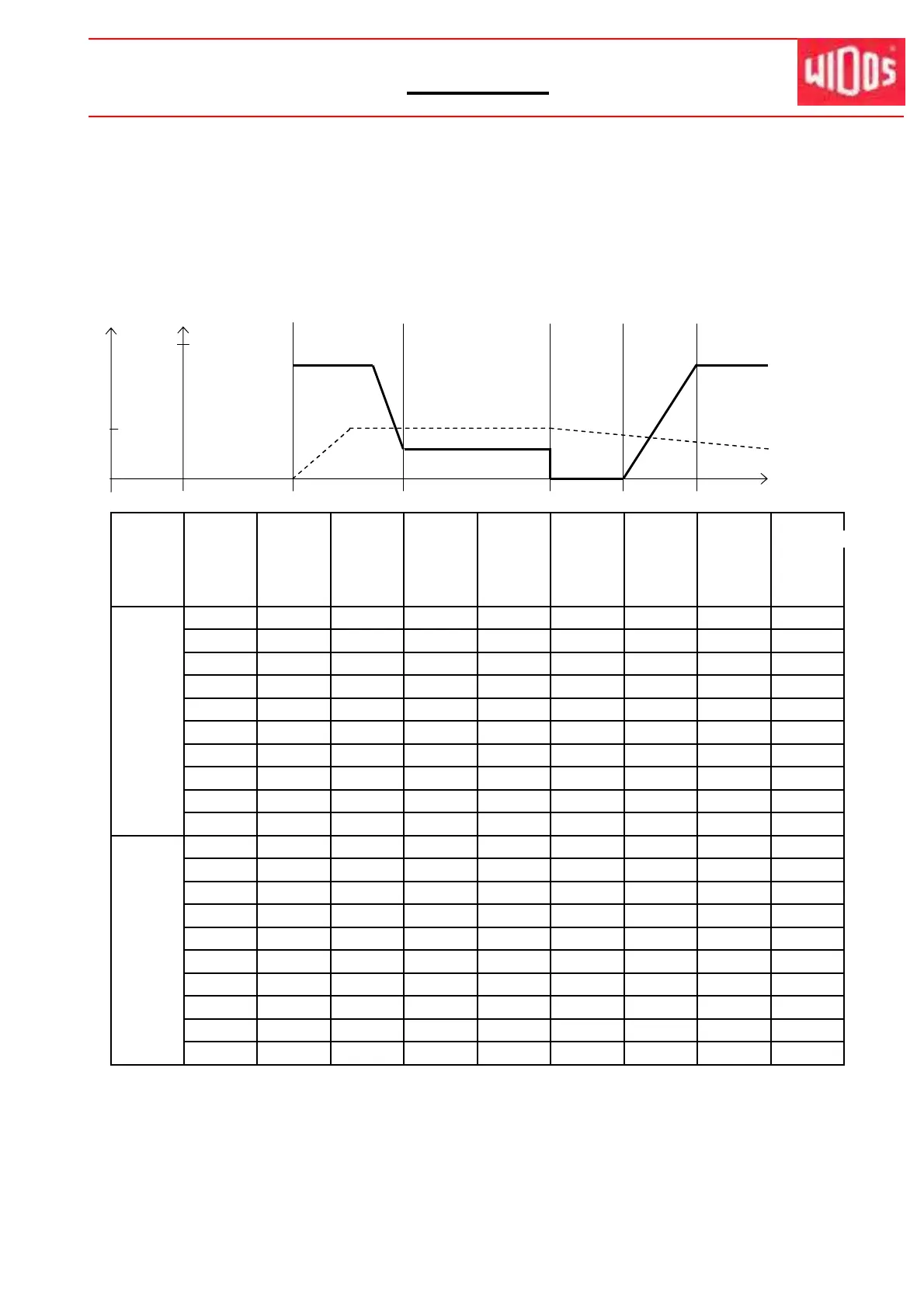
time to
change- reach full
over welding cool-down time
0,15 (PE) time pressure
pressure in
T
desired
temperature
time
[s] [s]
in welding area
Table for PE
bead-up heat-up
Additional to the given bead-up force and to the welding force the moving force of the support must be added !
welding area
P (N/mm²)
7,7 41 49 1,5 77 6 6 49 11
9,7 33 61 1,5 97 7 7 61 13
12,1 26 76 2,0 121 8 8 76 16
15,0 21,0 93 2,0 150 9 9 93 19
17,9 17,6 109 2,0 179 10 11 109 23
18,7 17 114 2,0 187 10 11 114 24
23,2 13,6 139 2,5 232 11 13 139 29
28,6 11 168 3,0 286 13 15 168 35
35,2 9,0 202 3,0 352 15
18
202 43
43,1 7,4 241 3,5 431 18
22
241 52
8,7 41 62 1,5 87 7 7 62 12
10,9 33 77 1,5 109 8 8 77 15
13,6 26,0 96 2,0 136 8 9 96 18
16,9 21,0 118 2,0 169 9 10 118 22
20,1 17,6 138 2,5 201 10 11 138 25
21,1 17 145 2,5 211 11 12 145 26
26,1 13,6 176 3,0 261 12 14 176 32
32,2 11,0 213 3,0 322 14 17 213 39
39,7 9,0 257 3,5 397 17 20 257 48
48,5 7,4 305 3,5 485 20
24
305 58
25.06.2012 Working instructions WIDOS 4000 - 4002 Page 28 / 6 of 59