Kunststoffschweißtechnik
Foundation: 2207, 2208 DIN 16932 German association for welding
The value for heating element temperature is between 200° C - 220° C.
The standard value for heating element temperature is 220° C.
Increase the change-over time and the welding pressure time at PE 100 as fast as possible !
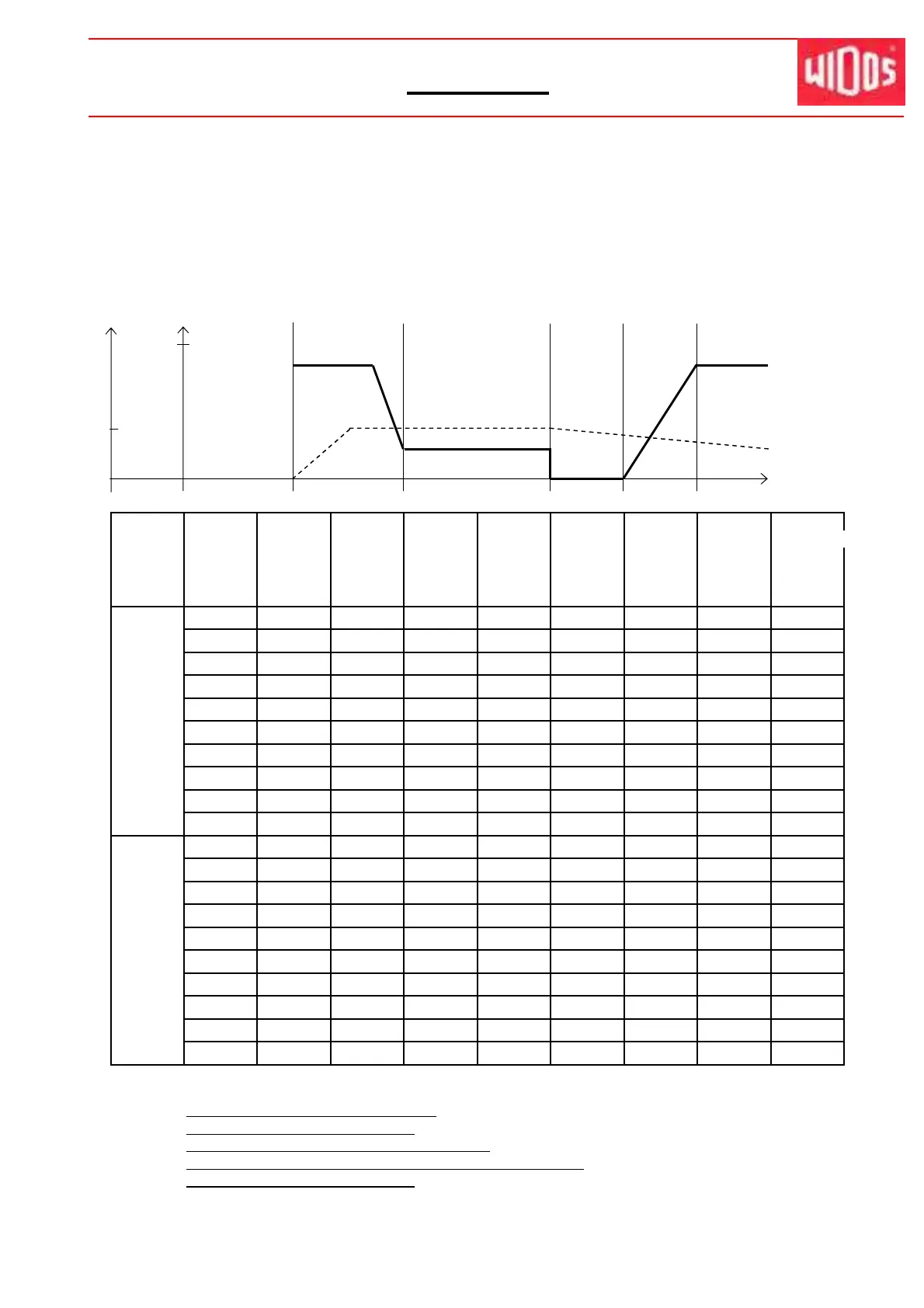
time to
change- reach full
over welding cool-down time
0,15 (PE) time pressure
pressure in
T
desired
temperature
time
[s] [s]
in welding area
Table for PE
bead-up heat-up
Additional to the given bead-up force and to the welding force the moving force of the support must be added !
welding area
P (N/mm²)
9,8 41 79 1,5 98 7 7 79 13
12,3 33 98 2,0 123 8 8 98 16
15,3 26,0 121 2,0 153 9 9 121 20
19,1 21,0 150 2,5 191 10 11 150 24
22,7 17,6 176 2,5 227 11 13 176 28
23,7 17,0 183 2,5 237 11 13 183 29
29,4 13,6 224 3,0 294 13 16 224 36
36,3 11,0 271 3,0 363 16 19 271 44
44,7 9,0 326 3,5 447 18 23 326 54
54,7 7,4 387 4,0 547 21
27
387 65
11,0 41 99 1,5 110 8 8 99 15
13,8 33 124 2,0 138 9 9 124 18
17,2 26,0 153 2,0 172 9 10 153 22
21,5 21,0 189 2,5 215 11 12 189 27
25,5 17,6 222 2,5 255 12 14 222 31
26,7 17,0 232 3,0 267 12 14 232 33
33,1 13,6 283 3,0 331 15 17 283 40
40,9 11,0 343 3,5 409 17 21 343 49
50,3 9,0 412 4,0 503 20 25 412 60
61,5 7,4 490 4,0 615 23
31
490 71
Remaining under the cool-down time for up to 50% is allowed under the following conditions:
prefabrication under workshop conditions
low additional pressure at unclamping
no additional pressure during further cooling down
load onto the workpieces only after being completely cooled down
Join parts with wall thickness
25.06.2012 Working instructions WIDOS 4000 - 4002 Page 28 / 7 of 59