Foundation: 2207, 2208 DIN 16932 German association for welding
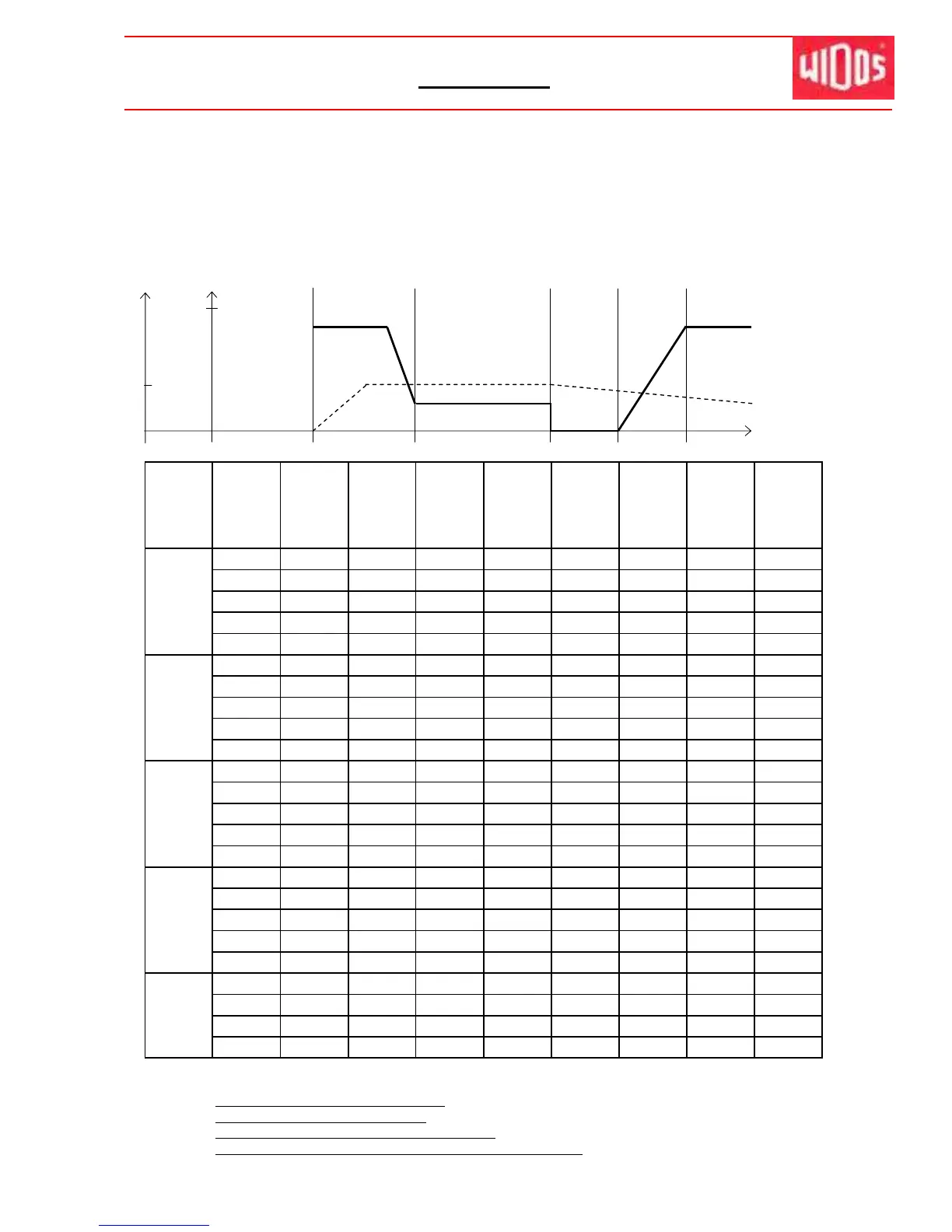
time to
change- reach full
over welding cool-down time
0,10 (PP) time pressure
pressure in
T
desired
temperature
time
Additional to the given bead-up force and to the welding force the moving force of the support must be added !
The standard value for heating element temperature is 210° C +/- 10° C.
welding area
in welding area
P (N/mm²)
bead-up heat-up
7,7 41 6 1,0 185 6 8 6 13
9,7 33 7 1,0 213 7 9 7 16
12,1 26 9 1,0 246 7 11 9 20
17,9 17,6 12 1,0 317 9 16 12 28
28,6 11 19 2,0 420 12 24 19 44
8,7 41 7 1,0 199 6 8 7 15
10,9 33 9 1,0 230 7 10 9 18
13,6 26 11 1,0 264 7 12 11 22
20,1 17,6 15 1,5 341 9 18 15 32
32,2 11 24 2,0 448 13 28 24 48
9,8 41 9 1,0 214 7 9 9 16
12,3 33 11 1,0 249 7 11 11 20
15,3 26 14 1,0 221 7 10 14 17
22,7 17,6 20 1,5 367 10 20 20 35
36,3 11 30 2,0 480 14 31 30 54
11,0 41 11 1,0 231 7 10 11 18
13,8 33 14 1,0 267 8 13 14 23
17,2 26 17 1,0 308 8 15 17 27
25,5 17,6 25 1,5 395 11 22 25 39
40,9 11 38 2,5 508 15 35 38 59
12,3 41 14 1,0 249 7 11 14 20
15,3 33 17 1,0 285 8 14 17 25
19,1 26 21 1,5 331 9 17 21 30
28,4 17,6 30 2,0 419 12 24 30 43
Remaining under the cool-down time for up to 50% is allowed under the following conditions:
prefabrication under workshop conditions
low additional pressure at unclamping
no additional pressure during further cooling down
load onto the workpieces only after being completely cooled down
30.06.2011 Working instructions WIDOS 5100 Page 27 / 2 of 48