Kunststoffschweißtechnik
Starting and operating Chapter 5
30.06.11 Working Instructions WIDOS 5100 Page 21 of 45
• When welding fittings (elbows, T-pieces etc.) the inside narrow reduction insert can also be
used flush with the outside.
Large reduction inserts:
• They are mainly used for a good tightening and are generally mounted on the inner
clamping tools.
Super large reduction inserts have a specially high guidance quality and are mainly used at
welding of fittings with long legs which can only be clamped with a single clamping tool.
5.3. Welding process
The respective valid welding prescriptions (ISO/CEN/DVS...) are to be basically
followed.
There is the danger of serious bruising. On the one hand between the inner
clamping tools, on the other hand between the outer clamping tool and the end
of the guide bar.
As soon as the heating element is connected to the mains, it starts to be
heated up.
⇒ Do wear safety gloves as a protection against burning!
∗ A stop-watch should be available for recording the actual times for the heating and cooling.
∗ In the same way a table should be available from which the parameters for the pipe
dimensions to be welded, prescribed by the welding prescriptions, may be taken.
∗ The heating element surfaces are to be clean and, above all, free from grease.
Therefore they are to be cleaned with non-fraying paper and detergent (e.g. PE - cleaner)
before every welding or if they are dirty.
The anti-adhesive coating of the heating element has to remain undamaged in the working
area.
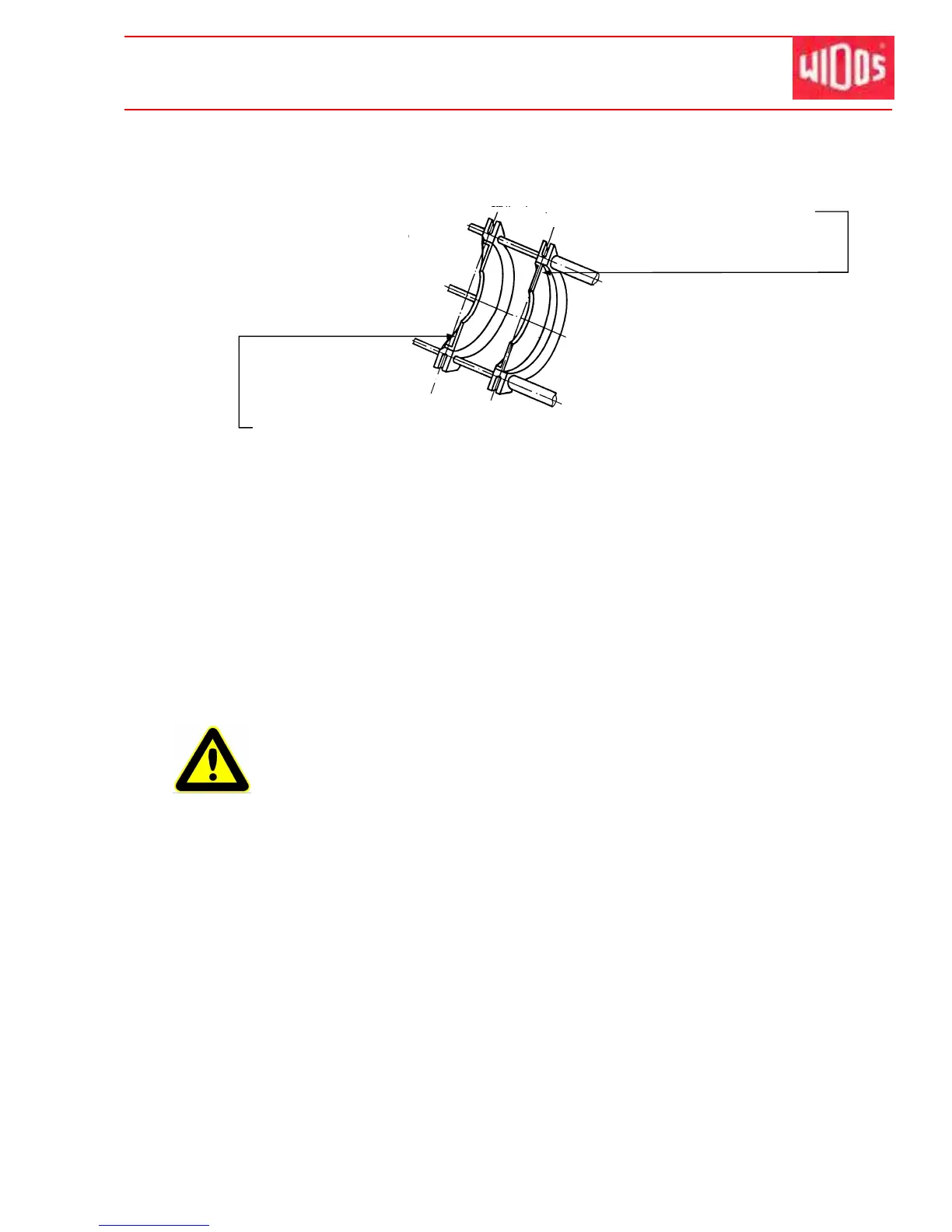
The picture shows both
Reduction insert, axial (for pipes)
Reduction insert narrow, flush with the outside (for elbows, T-pieces)