Maintenance8733−1/A2
RT-flex58T-E
Winterthur Gas & Diesel Ltd.
2/ 3
3. Sealing Faces − Grind
To get a clean and smooth finish on the pipe procedure
as follows:
⇒ Do a check of the O-rings 11−14, Fig.’ E’. If the
O-rings are unserviceable, discard them.
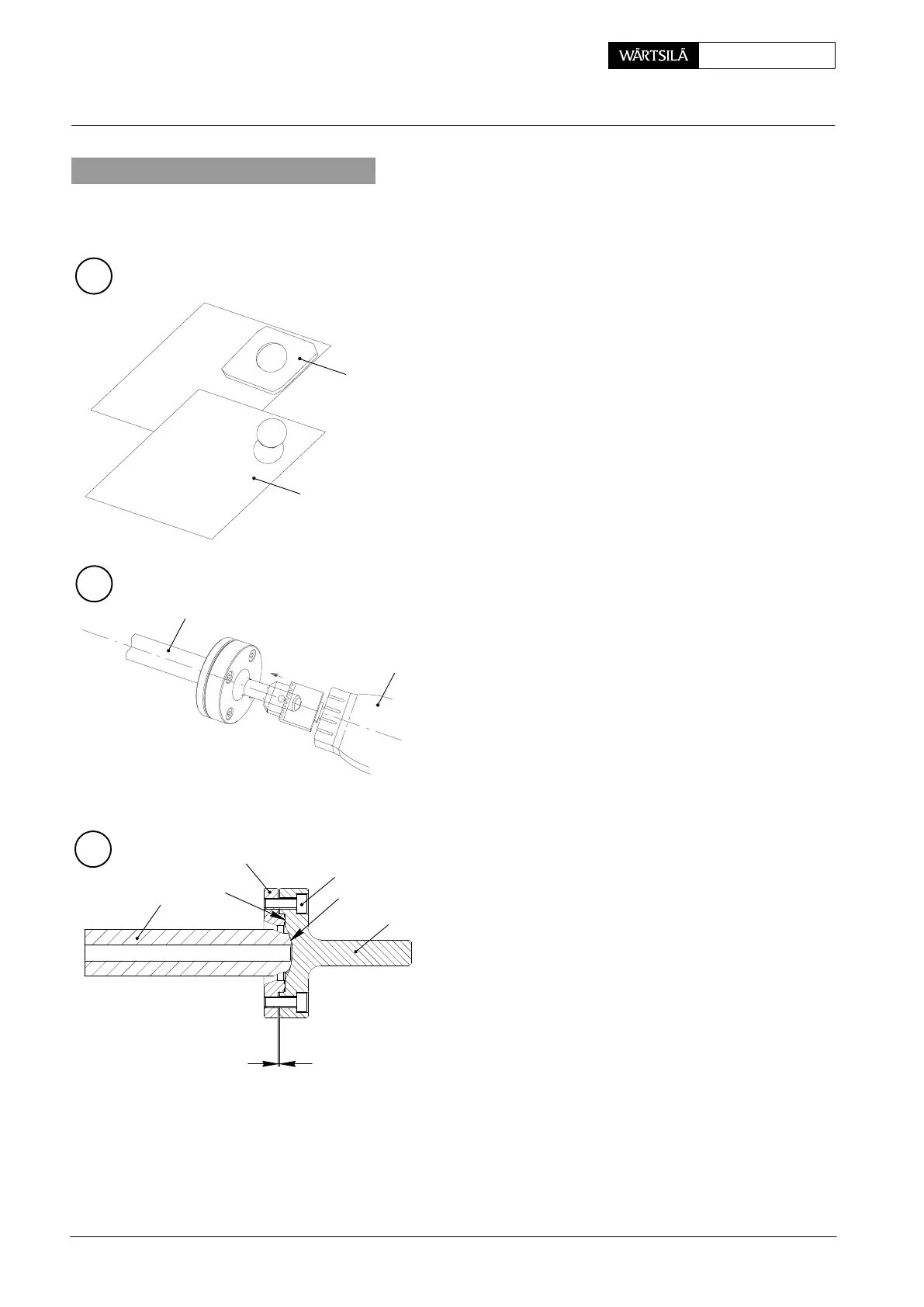
⇒ Put the stencil 94871A on the back of emery cloth
’EC’.
⇒ Use a pointed pencil or a ball pen to sign the inner
contour.
D Use the grade of the emery cloth according to
amount of metal you want to grind.
⇒ Cut out accurately the singed contour.
⇒ Shape the cut emery cloth to cone. Make sure that
the grained surface of the emery cloth shows to in.
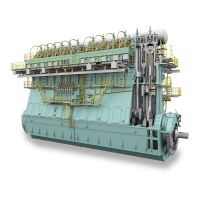
⇒ Loosen and remove the four screws T2, Fig.’D’.
⇒ Apply Molyslip Copaslip paste to the threads and
contact surface of the four crews T2.
⇒ Put the emery cloth ’EC’ between the regrinding
device 94871 and the flange T1.
Note: Make sure that the grained surface of the emery
cloth shows to the flange T1.
⇒ Push the emery cloth ’EC’ in the spherical shape of
the regrinding device 94871.
⇒ Torque symmetrically the four screws T2 to 2 Nm.
⇒ Install the HP injection pipe 4 in a vice, as vertically
as possible.
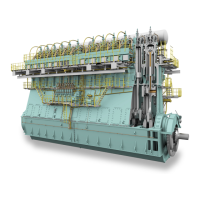
⇒ Adjust the speed of the hand drill between 200 and
500 rpm.
⇒ Put the hand drill with the regrinding device 94871
exactly in line on the HP injection pipe as shown in
Fig. ’C’ and start grinding with a slight pressure.
⇒ Check if the grinding circles are concentric around
the bore of the pipe and remove the grinding swarf
from the tool.
⇒ Do the grinding steps few times. For each step use a
finer emery cloth ’EC’. For the last grinding step, use
a polishing cloth.
⇒ Remove the regrinding device 94871 from the HP
injection pipe 4.
⇒ Clean the HP injection pipe 4.
⇒ If necessary, put the new O-rings 11−14, see Fig.
’E’.
⇒ Check the quality of the sealing face ’SF’ and if ne-
cessary use the new emery cloth ’EC’ to repeat the
grinding procedure.
Note: If there are a big notches, the pipe has to be
shortened.
⇒ If necessary, do steps above for the other HP injec-
tion
i
es.
B
WCH02726
94871A
EC
C
D
EC
SF
T2
94871
T1
HD
4
4
min.0.5 mm
2014−07
HP Pipe to Injection Valve: Removal, Grinding and Installation