19PN-52886 (4/97)
CD5061
2
SEAL LIP
1
SEAL LIP
2
3
4
5
4
5
7
6
CD4107
1
2
3
4
5
6
5
7
2
4
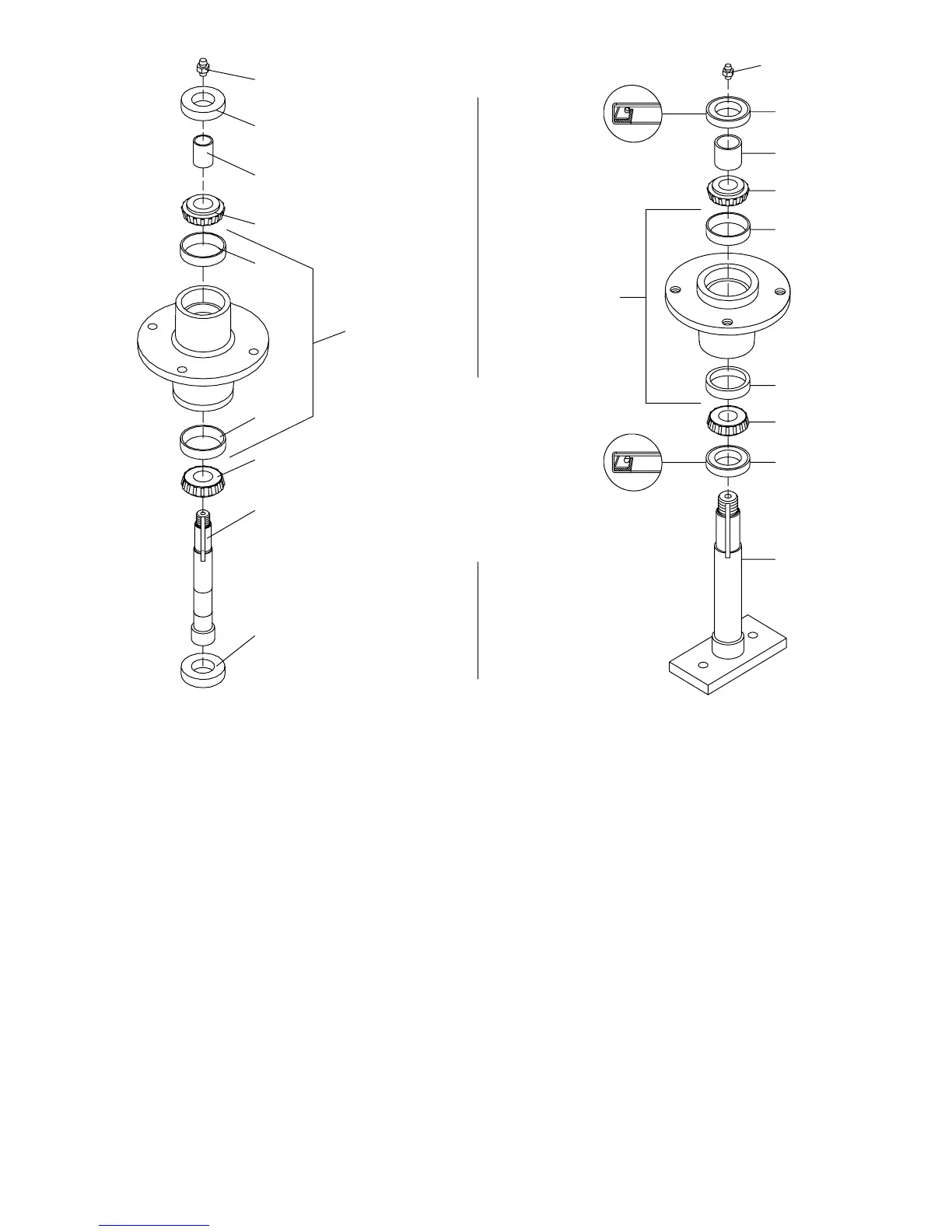
1. Grease fitting
2. Seal
3. Sleeve
4. Bearing cone
5. Bearing cup
6. Spindle housing
7. Spindle shaft
RD6000 after SN 793923
RD7200 & RD8400
RD6000
SN 793923 and prior
Figure 15. Blade Spindle Assemblies
Spindle Assembly (Figure 15)
Bearing cones and cups are designed to work
together. It is important to position them so bearing
cone taper mates with cup taper.
Lubricate new cups with a light oil. Place them in
spindle housing so they will mate with bearing cones.
Cups and cones are a press fit to minimize wear.
Seat cups securely with a press or place a large drift
in the flat lip and drive them into housing until cup
seats against machined shoulder of housing.
RD6000 Spindles Only
Place bottom bearing cone onto spindle shaft with
taper positioned to mate with cup. Press onto shaft
and seat on bottom shoulder of shaft.
Insert shaft and bearing through bottom of housing.
Fill housing cavity with a medium grade grease.
Install top bearing on shaft to mate with top cone.
Apply a thin coat of Permatex to shaft area where
sleeve will seat.
Install sleeve on shaft and press sleeve and bearing
into housing until all free play is removed and there is
a very light drag on bearings (similar to adjusting front
wheel bearings on an automobile). Check by spinning
spindle. It should turn freely.
Be careful not to overtighten bearings. Proper bearing
adjustment is essential to good bearing life.
Should you overtighten bearings, hold spindle hous-
ing and rap spindle shaft with a lead hammer.
IMPORTANT
! Improper positioning of seals can
cause seal damage.
Proper seal installation is important. An improperly
installed seal will leak and could cause bearing
failure.
(Rev. 4/12/01)