XYZ Machine Tools
ProTURN SLX 1630 ProtoTRAK SLX CNC Safety, Installation, Service & Parts List Manual
3.1.5 Threading Problems
Threads can be cut with an unlimited number of pitches and up to 10 leads.
To reduce the relief area when threading up to a shoulder the spindle speed should be
reduced as much as possible. The slower the speed of the spindle, the closer the cutting
tool can come to the end of the programmed thread before it pulls out and retracts. If a
nut must be turned all the way up to a shoulder, machine a relief area behind the last
thread.
NOTE: No machine can thread up to a shoulder and instantaneously pull out.
Do the following service codes and procedures:
Code 12 Determines the feed forward constant for the axis motors
Code 133 Spindle encoder test
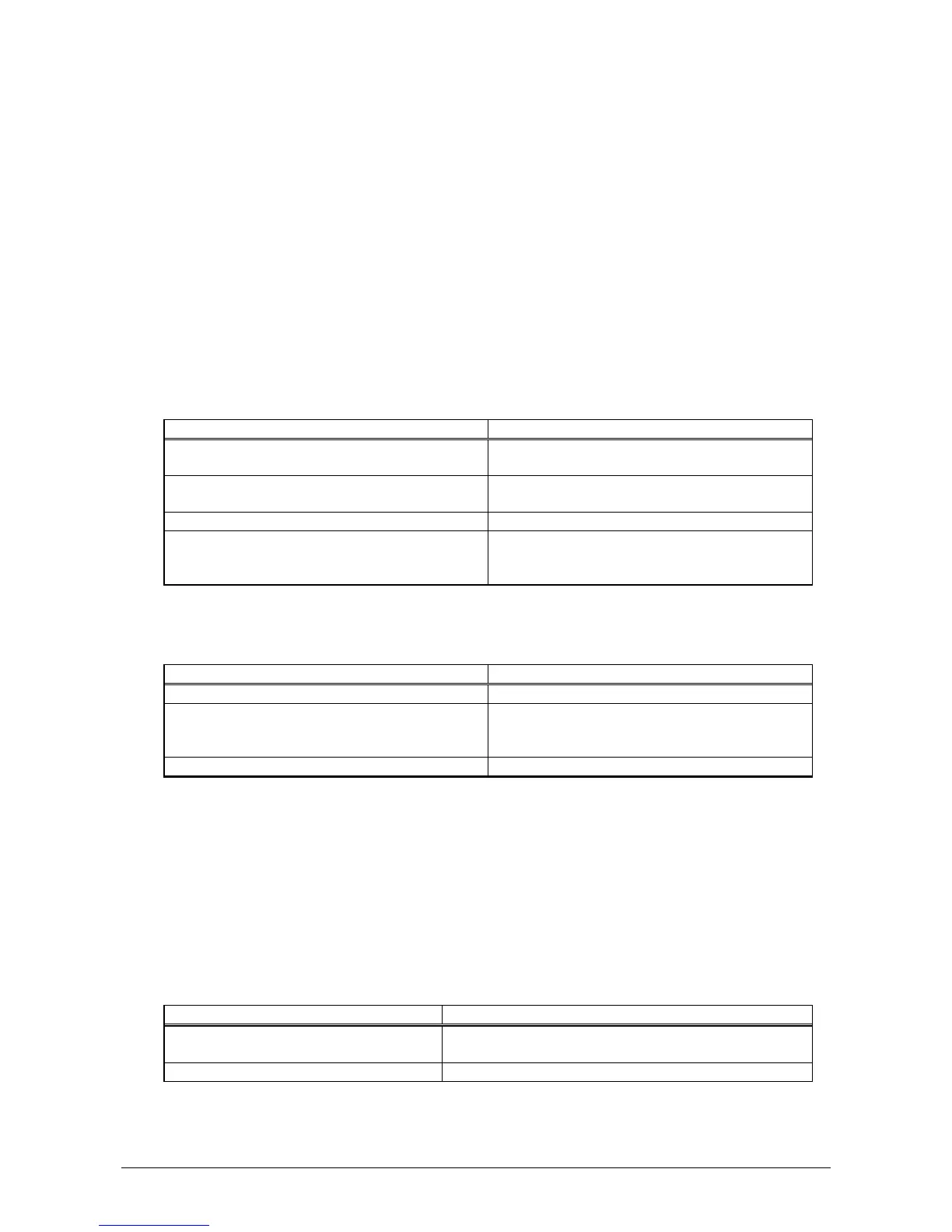
3.1.5.1 Cross Threading
Threaded parts are cross-threaded after completion of the threading event.
Gib adjustment
See Gib Adjustment - Section 5.2.1.
Looseness in the drive train
The drive train Diagnostics
See Mechanical Drive Train (X,Z) - Section 4.2.
See Section 5.2.2 Calibration.
Failure of the spindle encoder
Run service code 133 to check if the encoder
counts.
Replace spindle encoder
See Spindle Encoder replacement - Section
5.1.10.
3.1.5.2 Not Threading
The machine will not cut a thread at all.
Failure of the spindle encoder
Run service code 133 to check if the encoder
counts.
Replace spindle encoder
See Spindle Encoder replacement - Section
5.1.10.
Broken or slipping encoder coupling
Check and replace as necessary
3.2 Problems Regarding the Motion of the Machine
3.2.1 Run Away Axis
The axis makes an unwanted move at rapid speed in one direction and faults out.
This is usually caused by an encoder signal being interrupted.
Do the following Service Codes:
Code 33 Software Identification. This is needed if you call Customer Service.
Code 100 Axis open loop test. Used to check the maximum feedrate of an axis
and if the encoders are counting.
The home positions or tools are not set
correctly
See the Controls Programming, Operations and Care
manual.
See Motor Diagnostics Section 4.4.
 Loading...
Loading...