m
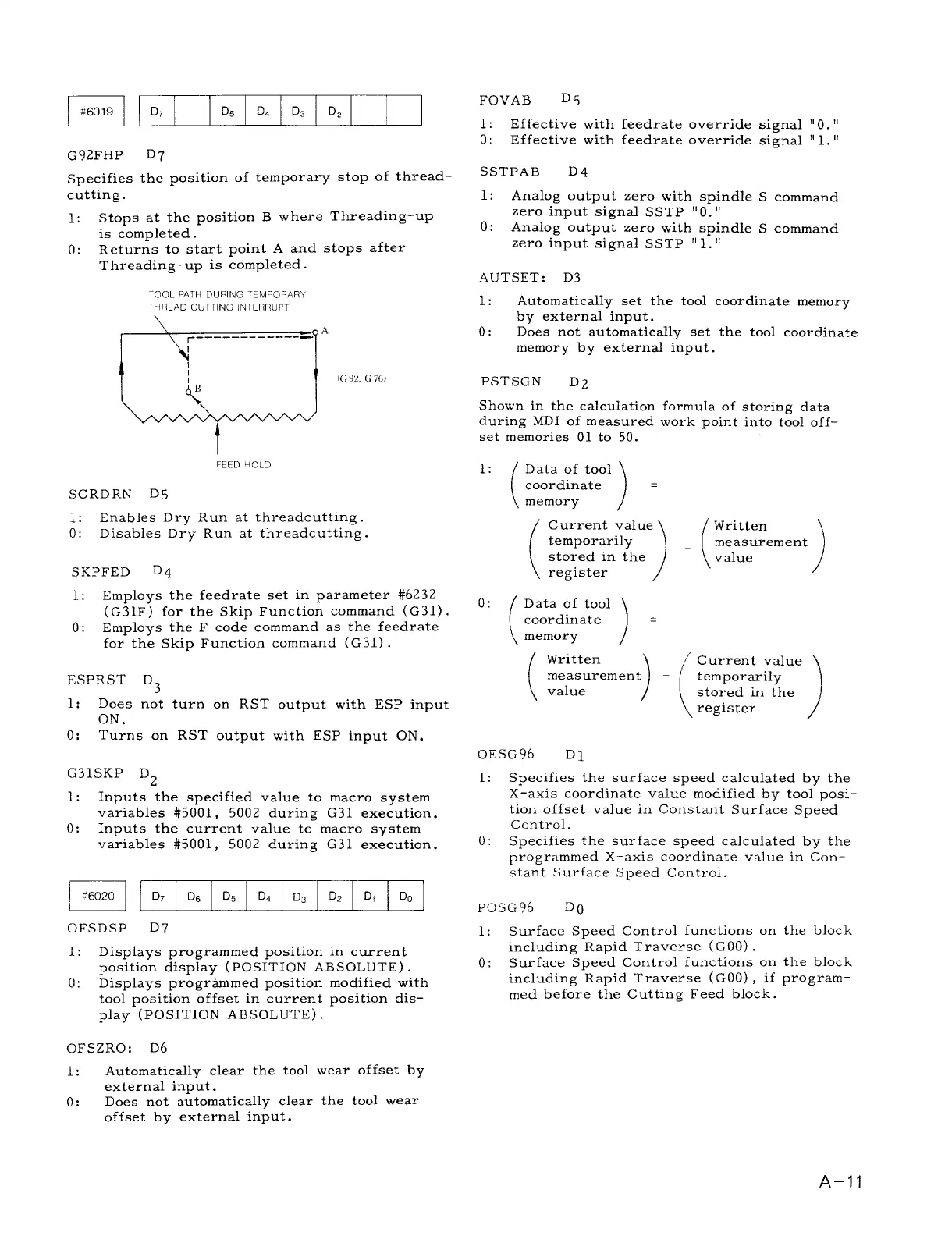
G92FHP
Specifies
cutting.
D7
D5 D4 Da Dz
D7
the position of temporary stop of thread-
1:
Stops at the position B where Threading-up
is completed.
o: Returns to start point A and stops after
Threading-up is completed.
TOOL PATH DURING TEMPORARY
THREAD CUTTING INTERRuPT
m
A
~----––
-— ---- -
I
[Gw, (;76)
Q.,
t
FEED HOLD
SCRDRN D5
1: Enables Dry Run at threadcutting.
O: Disables Dry Run at threadcutting.
SKPFED
D4
1:
Employs the feedrate set in parameter #6232
(G31F) for the Skip Function command (G31).
o: Employs the F code command as the feedrate
for the Skip Function command (G31) .
ESPRST D3
1: Does not turn on RST output with ESP input
ON.
o:
Turns on RST output with ESP input ON.
G31SKP D2
1: Inputs the specified value to macro system
variables #5001, 5002 during G31 execution.
o:
Inputs the current value to macro system
variables #5001, 5002 during G31 execution.
OFSDSP D7
1: Displays programmed position in current
position display (POSITION ABSOLUTE).
o: Displays programmed position modified with
tool position offset in current position dis–
play (POSITION ABsoLuTE).
OFSZRO: D6
FOVAB
D5
1: Effective with
o: Effective with
SSTPAB D4
1:
Analog output
feedrate override
feedrate override
zero with spindle
zero input signal SSTP “O:“
o: Analog output zero with spindle
zero input signal SSTP “1.“
AU TSET: D3
signal “ O. “
signal “ 1. “
S command
S command
1:
Automatically set the tool coordinate memory
by external input.
o:
Does not automatically set the tool coordinate
memory by external input.
PSTSGN
D2
Shown in the calculationformula of storing data
during MDI of measured work point into tooloff-
set memories 01 to 50.
‘: (;:;:::’) =
~s~~~~ ‘~~~~~~ementj
0: (:~:i::::’) ‘
~~~~~ement~ ‘(=)~~~
OESG96 DI
1:
Specifies the surface speed calculated by the
X-axis coordinate value modified by tool posi-
tion offset value in Constant Surface Speed
Control.
0: Specifies the surface speed calculated by the
programmed X–axis coordinate value in Con-
~tan–t Surface Speed Control.
POSG96 DO
1: Surface Speed Control functions on
including Rapid Traverse (GOO) .
0: Surface Speed Control functions on
including Rapid Traverse (GOO) , if
med before the Cutting Feed block.
the block
the block
program-
1:
Automatically clear the tool wear offset by
external input.
o:
Does not automatically clear the tool wear
offset by external input.
A–II

 Loading...
Loading...







