Each printer is individual and may require more precise selection of
parameters for the best print quality.
If the table adhesion is poor, it is recommended to use printing adhesive or
include a border.
ABS should definitely be printed at a high hotend temperature (more than 275
degrees) and a well-heated chamber (table 100 degrees).
Airflow should be turned on to print bridges. For general perimeters, it should
be such that the layers have time to harden but not cool before laying a new
layer.
ABS-6 plastic from HTP (High Tech Plast) has proven itself to be excellent.
For PLA+ 240 and 60 degrees respectively, no camera is required.
It is not recommended to use plastic from other companies other than ESUN.
ATTENTION:
BE SURE TO DRY THE PLASTIC BEFORE PRINTING
!
1.
Parts made from ABS can be replaced with parts made from PLA+
2.
or PETG, with the exception of motors and the tray for the video
transmitter.They can only be printed from ABS or PETG due to the
risk of deformation from overheating.
To achieve the best results, we strongly recommend following the
instructions.
The model is designed for a printing area of 220x220x200 mm
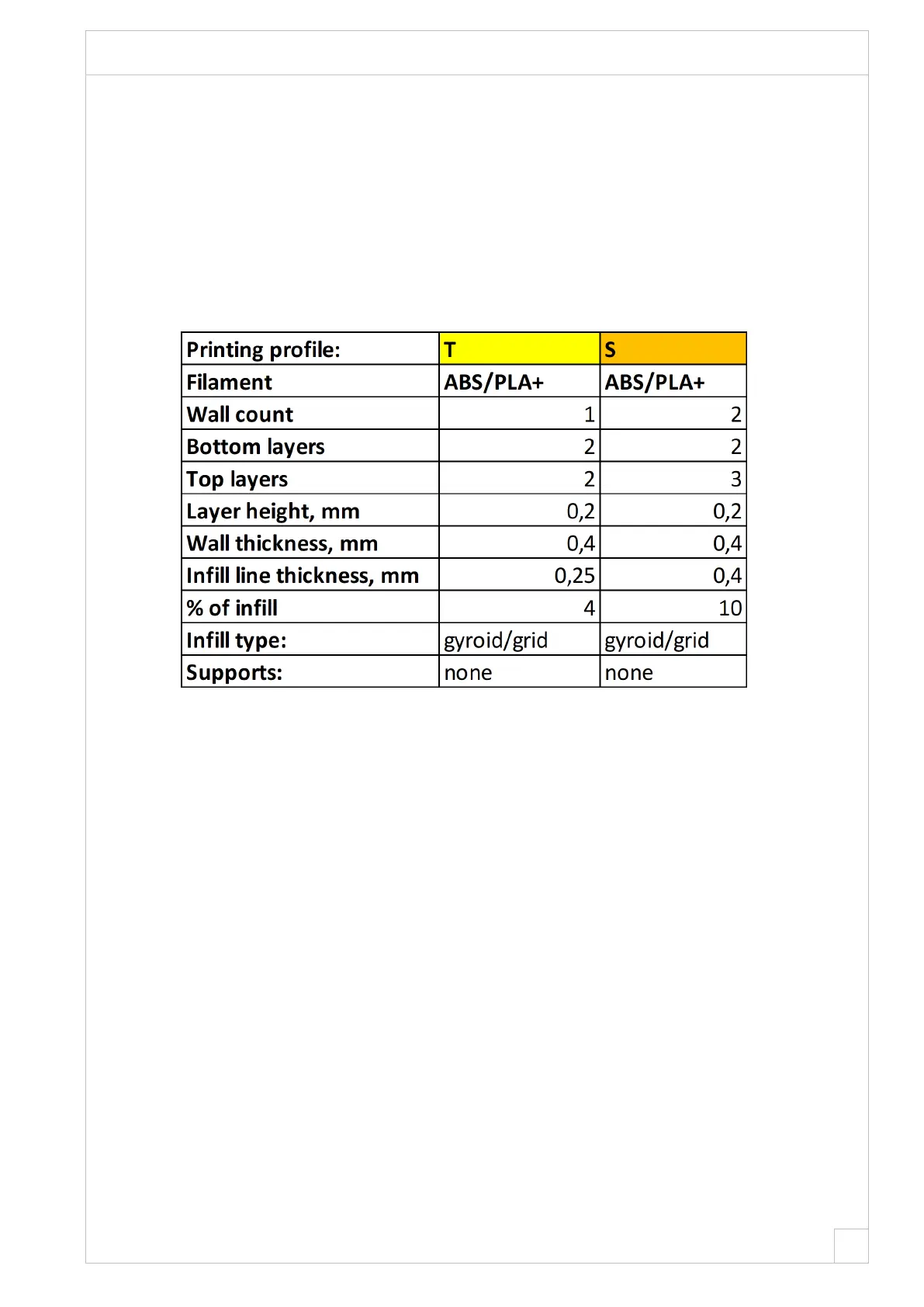
Structurally, the model parts are divided into two types, for each
You need to configure your print profile:
Parts made of thin-walled ABS (PLA+, PETG), body, stabilizer and
1.
wings.
Profile T (Thin wall)
.
Dense parts made of ABS (PLA+, PETG) with filling. These are power
2.
elements: motor mounts, racks, suspension.
Profile S (Solid)
.
4
Printing options