5 PT
DESCRIÇÃO DOS COMANDOS DO ALIMENTADOR DO FIO
PT
4.0 DESCRIÇÃO DOS COMANDOS DO ALI-
MENTADOR DO FIO
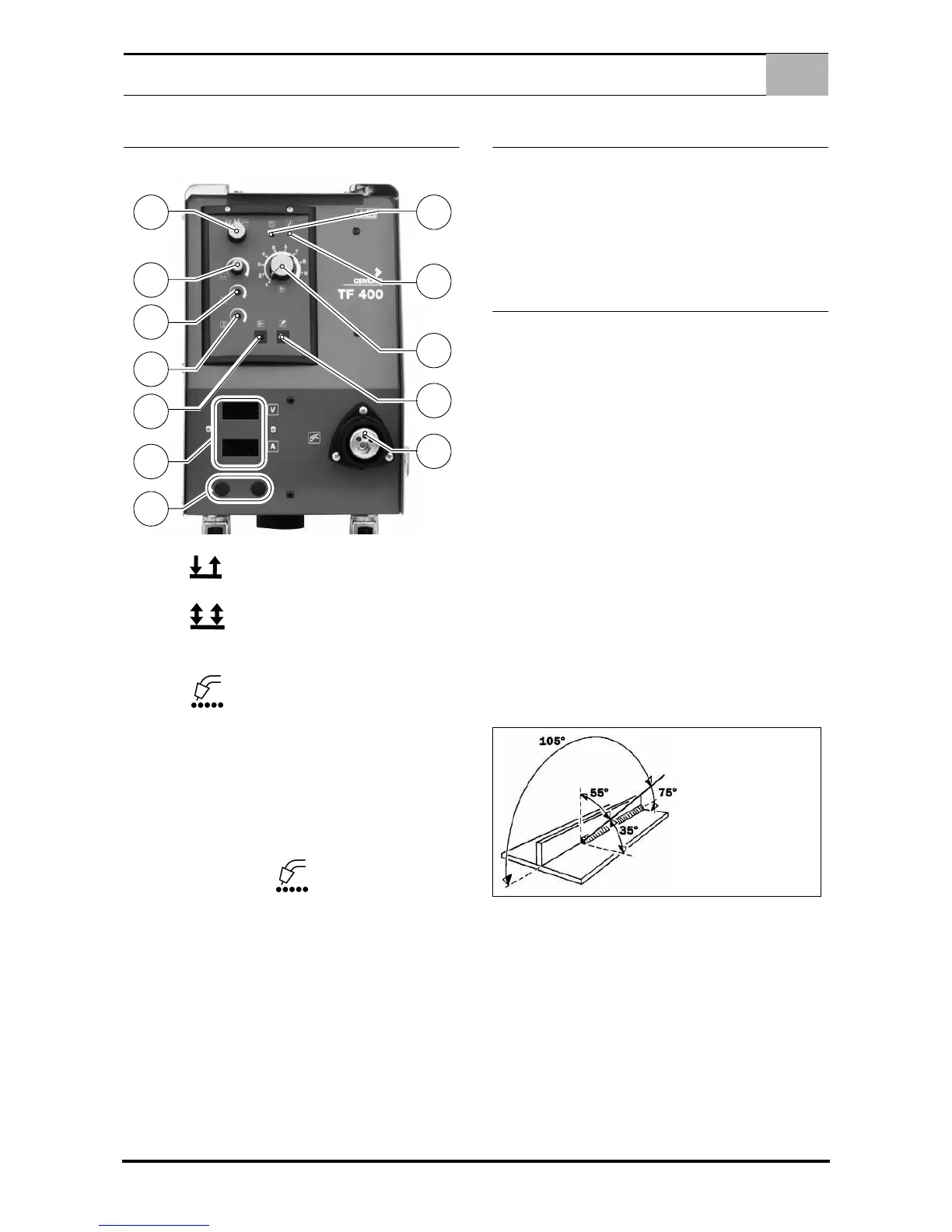
Figura 4.
1 – Selector do sistema de soldar:
Na posição
pressione o botão no maçarico para iniciar a
soldagem, solte o botão para terminar a soldagem.
Na posição
pressione o botão no maçarico para abrir o
gás, quando soltar o botão, inicia o avanço do fio e corrente eléct-
rica. Prresione o botão de novo para parar o avanço do fio e a cor-
rente, quando soltar o botão a alimentação do gás para.
Na posição
a máquina de soldar trabalha no regime do
tempo limitado, pressione o botão no maçarico para iniciar a fase
de soldatura que termina automaticamente depois do tempo re-
gulado no potenciómetro de tempo.
2 - Indicador da ligação da máquina.
3 - Indicador do sobreaquecimento ou anomalia da máquina.
4. Potenciómetro da regulação da velocidade do avanço do fio
5 - Potenciómetro da regulação do tempo à soldagem por pon-
tos, de 0,3 até 10 segundos (trabalha somente com selector (ref.
1 - Fig. 4 Página 5.) na posição).
6 - Potenciómetro da regulação da acceleração do tempo do mo-
tor do alimentador do fio.
7 - Potenciómetro regulador para regulação do tempo durante
qual a capacidade de soldatura é mantida após sinal de desliga-
mento. Na práctica, no final da soldagem este tempo é muito cur-
to, o fio tranca no banho de solda ou sai muito fora do tubo de
maçarico, no outro lado, quando o tempo é muito longo, o fio tran-
ca no tubo de maçarico, o que causa danificação do tubo.
8 - Botão de saída do fio (sem "corrente”)
9 - Botaõ de controle da saída do gás.
10 - Conexão do maçarico Euro.
11 - Dispositivos digitais
12 - Conexões da refrigeração de água
5.0 INFORMAÇÕES BÁSICAS SOBRE SOLDA-
GEM MIG
PRINCÍPIO DA SOLDAGEM MIG
Soldagem MIG é autogénea, i.é permite soldagem das peças fa-
bricadas do mesmo metal (aço pobre em carbono, aço inoxidável,
alumínio) por sua fusão, garantindo assim continuidade física e
mecânica. O calor necessário para fusão é gerado por arco eléct-
rico, que queima entre o fio (eléctrodo) e a peça soldada. O gas
protector protege o arco e metal fundido à atmosfera.
6.0 LIGAÇÃO E PREPARAÇÃO DO EQUIPAMEN-
TO PARA SOLDAGEM
Conecte os acessórios de soldagem com atenção para evitar
perdas de capacidade ou vazamento dos gáses perigosos.
ATENCIOSAMENTE RESPEITE AS NORMAS DE SEGURAN-
ÇA.
OBSERVAÇÃO: NÂO REGULAR COMUTADORES DURANTE
TRABALHOS DE SOLDAGEM PARA NÃO DANIFICAR O EQ-
UIPAMENTO. VERIFIQUE SE O GÁS PASSA PELO BICO E
REGULE O FLUXO COM VÁLVULA DE PRESSÃO REDUCTO-
RA.
ATENÇÃO: DURANTE TRABALHOS FORA OU NOS LU-
GARES VENTILADOS PROTEJA O FLUXO DO GÁS, SENÃO
OS TRABALHOS DE SOLDAGEM NÃO SERÃO ASSEGURA-
DOS POR CAUSA DA DISPERSÃO DOS GÁSES PROTEC-
TORES INERTES.
6.1 SOLDAGEM
1. Abra a válvula do cilindro de gás e regule o fluxo de gás de
sáida conforme necessidade. Connecta a borne de terra na
peça soldada no lugar limpo sem tinta, plástico ou ferrugem.
2. Com comutadores (ref. 23, - Fig. 1 Página 4., - Fig. 2 Página
4., - Fig. 3 Página 4.) seleccione a corrente de solda, quanto
maior a espessura soldada, tanto maior a potênica
necessária. A primeira posição do comutador é apropriada
para soldagem das espessuras menores. Tome em consid-
eração que cada regulação corresponde a certa velocidade
do avanço do fio, que é regulável por potenciómetro regula-
dor (ref. 4 - Fig. 4 Página 5.).
6.2 SOLDAGEM DOS AÇOS CARBONOS
À soldagem MIG proceda seguinte:
1. Use o gás protector binário (mistura comum de Ar e CO2,
com 75 até 80% do argónio e 20 até 25% de CO2) ou mistura
de três elementos Ar/CO2/O2. Estes gases providenciam o
calor de solda e cordão continuada e íntegra, ainda que a
penetração é baixa. Usando monóxido de carbono (MAG)
como gás protector é possível obter cordão de solda fina
com penetração boa, mas a ionização do gás pode inter-
romper a estabilidade do arco.
2. O fio avançado deve ter a mesma qualidade como o aço sol-
dado. Sempre usar o fio de alta qualidade, soldagem com fio
oxidado pode causar defeitos da solda. Em geral, a extensão
das correntes usadas para os fios é seguinte:
- Ø do fio mm x 100 = corrente mínima
 Loading...
Loading...


