OPIS ELEMENTÓW STEROWANIA PODAJNIKA DRUTU
5 PL
PL
4.0 OPIS ELEMENTÓW STEROWANIA PODAJNI-
KA DRUTU
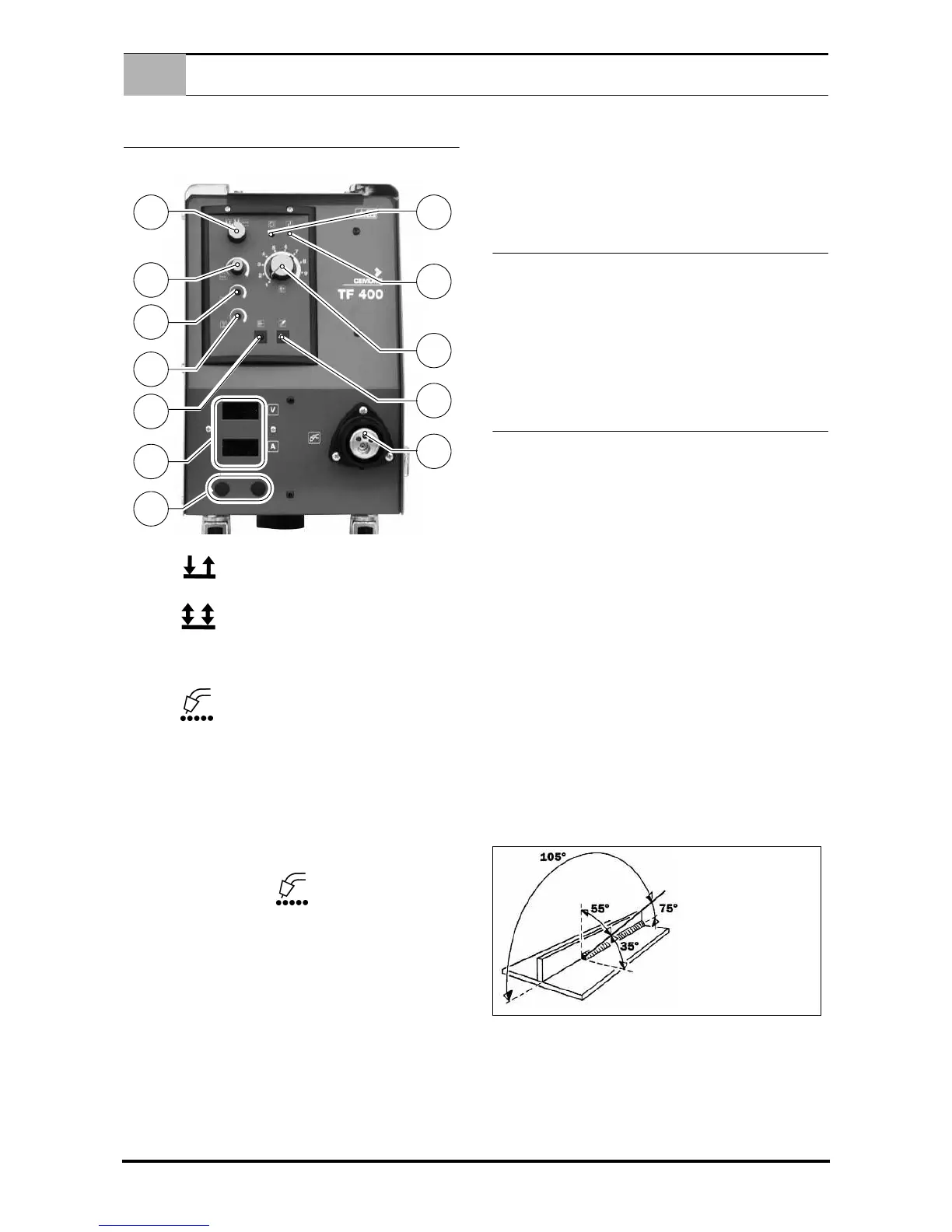
Rysunek 4.
1 - Przełącznik układu spawania:
W pozycji
wcisnąć przycisk na palniku, aby rozpocząć
spawanie, zwolnić go, aby zakończyć.
W pozycji
wcisnąć przycisk na palniku w celu włączenia
gazu; po jego zwolnieniu, zostanie włączone podawanie drutu i
prąd elektryczny. Wcisnąć go ponownie w celu zatrzymania poda-
wania drutu i prądu, po zwolnieniu zostanie wstrzymane podawa-
nie gazu.
W pozycji
spawarka pracuje w trybie ograniczonego cza-
su, wcisnąć przycisk na palniku w celu włączenia fazy spawania,
która samoczynnie zakończy się po czasie nastawionym na po-
tencjometrze czasu.
2 - Kontrolka WŁĄCZENIA urządzenia.
3 - Kontrolka przegrzania lub awarii urządzenia.
4 - Potencjometr regulacji prędkości podawania drutu
5 - Potencjometr regulacji czasu przy spawaniu punktowym, od
0,3 do 10 sekund (pracuje tylko z przełącznikiem (Odsyłacz 1 -
Rys. 4 strona 5.) ustawionym w pozycji).
6 - Potencjometr regulacji przyspieszenia czasu silnika podajni-
ka drutu.
7 – Potencjometr regulacji do ustawiania czasu utrzymania mocy
spawania po ciągłym sygnale do wyłączenia. W praktyce na ko-
niec spawania czas ten jest zbyt krótki, drut zatnie się w kąpieli lub
wysunie się bardzo daleko z rurki kontaktowej palnika, w przeciw-
nym przypadku, kiedy czas regulacyjny jest zbyt długi, drut zatnie
się w rurce kontaktowej palnika, co często prowadzi do jej uszko-
dzenia.
8 – Przycisk wysunięcia drutu (bez „prądu”)
9 – Przycisk kontrolny wylotu gazu.
10 – Podłączenie Euro-palnika.
11 – Przyrządy numeryczne
12 - Podłączenie chłodzenia wodnego
5.0 PODSTAWOWE INFORMACJE DOTYCZĄCE
SPAWANIA MIG
ZASADA SPAWANIA MIG
Spawanie MIG jest autogeniczne, tj. umożliwia spawanie elemen-
tów wyprodukowanych z takiego samego metalu (stal niskowęg-
lowa, stal nierdzewna, aluminium) przez ich roztopienie,
gwarantując ciągłość fizyczną i mechaniczną. Ciepło potrzebne
do roztopienia tworzone jest w łuku elektrycznym, który pali się
między drutem (elektrodą) a spawanym elementem. Gaz ochron-
ny chroni łuk i roztopiony metal przed atmosferą.
6.0 PODŁĄCZENIE I PRZYGOTOWANIE URZĄD-
ZENIA DO SPAWANIA
Akcesoria spawalnicze podłączyć uważnie, aby uniknąć strat
mocy lub wycieku niebezpiecznych gazów.
DOKŁADNIE PRZESTRZEGAĆ NORM BEZPIECZEŃSTWA.
UWAGA: PRZEŁĄCZNIKÓW NIE PRZESTAWIAĆ PODCZAS
SPAWANIA, ABY NIE DOSZŁO DO USZKODZENIA
URZĄDZENIA. SPRAWDZIĆ, CZY GAZ WYDOSTAJE SIĘ
PRZEZ DYSZĘ, PRZEPŁYW NASTAWIĆ ZAWOREM REDUK-
CYJNYM.
UWAGA: PODCZAS PRAC NA ZEWNĄTRZ LUB W PRZEW-
IEWNYCH MIEJSCACH CHRONIĆ STRUMIEŃ GAZU, W
PRZECIWNYM RAZIE SPAWANIE NIE BĘDZIE ZABEZPIEC-
ZONE Z POWODU ROZPROSZENIA OBOJĘTNYCH GAZÓW
OCHRONNYCH.
6.1 SPAWANIE
1. Otworzyć zawór butli z gazem i ustawić żądany wypływ gazu.
Zapiąć zacisk uziemiający na spawanym elemencie w miejs-
cu bez lakieru, plastiku lub rdzy.
2. Za pomocą przełączników (Odsyłacz 23 - Rys. 1 strona 4., -
Rys. 2 strona 4., - Rys. 3 strona 4.) wybrać prąd spawania;
należy pamiętać, że im większa grubość spawanego mate-
riału, tym większą moc należy zastosować. Pierwsza pozycja
przełącznika jest odpowiednia do spawania najmniejszych
grubości. Należy pamiętać także o tym, że każde ustawienie
odpowiada określonej prędkości podawania drutu, którą
można wybrać potencjometrem regulacyjnym (Odsyłacz 4 -
Rys. 4 strona 5.).
6.2 SPAWANIE STALI WĘGLOWYCH
Przy spawaniu MIG należy postępować w poniższy sposób:
1. Zastosować dwuskładnikowy gaz ochronny (zwykle jest to
mieszanka Ar i CO2, z 75 do 80 % argonu i 20 do 25 % CO2)
lub mieszankę trzyskładnikową Ar/CO2/O2. Gazy te
umożliwiają osiągnięcie odpowiedniej temperatury spawania
oraz równomierną, ciągłą spoinę przy płytkim przetopie. Przy
 Loading...
Loading...


