FALHAS DA SOLDAGEM MIG
6 PT
PT
- Ø do fio mm x 200 = corrente mínima
Exemplo:
Ø do fio é 1,2 mm, a corrente mínima é 120 A,
máxima 240 A. Esta extensão é usada com misturas binárias
dos gases Ar/CO2 e com transmissão curto circuitada do
metal (SHORT).
3. Não soldar peças oxidadas, oleosas ou engraxadas.
4. Use o maçarico adequado para os parâmetros da corrente
de soldagem.
5. Verifique regularmente a danificação das garras das bornes
de terra, e se cabos de soldagem (para maçarico e de terra)
não sejam cortados ou queimados, o que podia piorar a
eficiência.
6.3 SOLDAGEM DO AÇO INOXIDADO
Soldagem do aço inoxidado (austenistico) da classe 300 por tec-
nologia MIG deve ocorrer com gás protector com teor alto de ar-
gónio e percentagem baixa de O2 para estabilização do arco. A
mistura mais usada é Ar/O2 98/2.
- Nunca usar CO2 ou misturas de Ar/CO2.
- Nunca tocar no fio.
6.4 SOLDAGEM DO ALUMÍNIO
À soldagem do alumíno por tecnologia MIG use o seguinte:
1. 100% argónio como gas protector.
2. Material adicional adequado para material básico soldado.
Para soldar ALUMAN e ANTICRODAL use o fio com teor de
3 até 5% silício. Para soldar PERALUMAN e ERGAL use o
fio com teor de 3 até 5 % magnésio.
3. Use o maçarico adequado para alumínio.
6.5 SOLDAGEM POR PONTOS
Este tipo de soldagem é usado para soldagem por pontos das
duas chapas superposicionadas e demanda uso dum bico espe-
cial de gás.
Coloque o bico de gás para soldagem por pontos, empurre o con-
tra o lugar de soldagem. Pressione o botão no maçarico, lembre
que a soldadora pode eventualmente afastar da peça soldada.
Neste caso o período é dado pelo interruptor controlado (TIMER,
ref. 5 - Fig. 4 Página 5.) e deve ser ajustado conforme a espessu-
ra do material.
7.0 FALHAS DA SOLDAGEM MIG
CLASSIFICAÇÃO E DESCRIÇÃO DAS FALHAS
Soldas feitas com tecnologia MIG podem sofrer várias falhas, que
é necessário conhecer: Estas falhas são por forma ou origem
iguais com as falhas que ocorrem à soldagem manual de arco
com eléctrodos de capa. A diferença entre as tecnologias é em
quantidade das falhas: por exemplo, a porosidade ocorre mais à
soldagem MIG, enquanto a inclusão de escória ocorre só à solda-
gem com eléctrodo de capa.
Causas e prevenção das falhas são também diferentes. A seguin-
te tabela ilustra as falhas diferentes.
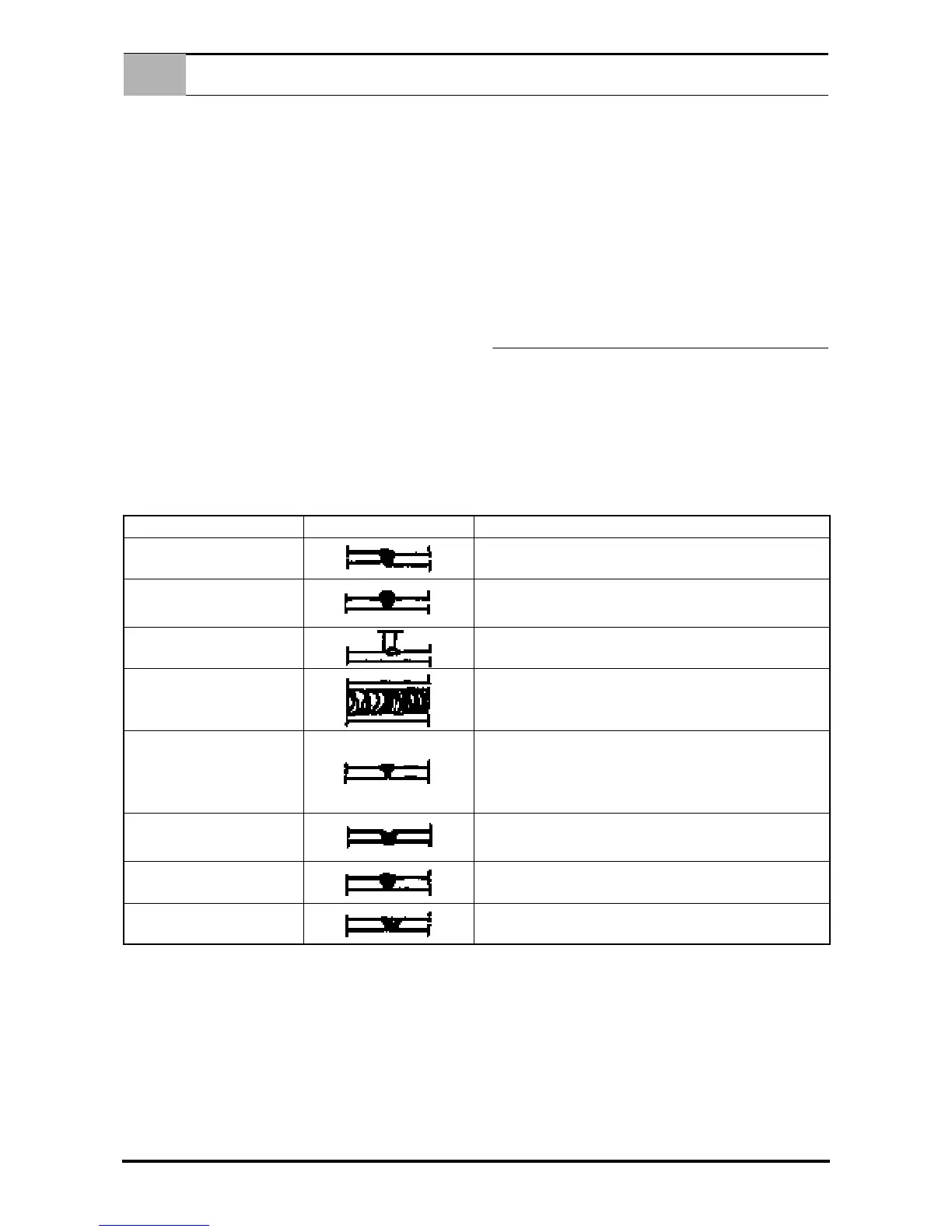
FALHA OCORRÊNCIA CAUSA E CORRECÇÂO
SUPERFÍCIE TORTO
- Preparação inadequada
- Alinhar os cantos e segurá-los durante a soldagem por pontos
ESPESSURA EXCESSIVA
- Tensão zerada à carga ou velocidade de soldagem muito baixa.
- Inclinação do maçarico incorrecta.
- Diâmetro do fio muito grande.
METAL INSUFICIENTE
- Velocidade de soldagem muito alta.
- Tensão de solda muito baixa para os trabalhos de soldagem.
CORDÃO DE SOLDA OXIDADA
- À soldagem do arco comprido, soldar no canal.
- Regular a tensão.
- O fio dobrou ou sobressai demais do tubo de guia do fio.
- Velocidade incorrecta do avançao do fio
PENETRAÇÃO INSUFICIENTE
- Inclinação do maçarico incorrecta.
- Distância incorrecta ou insuficiente.
- Tubo de guia do fio desgastado.
- Velocidade de avanço do fio muito baixa para tensão aplicada ou a veloci-
dade de soldagem muito baixa.
SOBRE PENETRAÇÃO
- Velocidade de avanço do fio muito alta.
- Inclinação do maçarico incorrecta.
- Distância excessiva.
SOLDA FRIA/ PONTO NÃO FUSA-
DO
- Distância muito curta.
- Enrudecer ou afiar a soldatura, depois repetir.
CANAIS
- Velocidade de soldagem muito alta. (O soldador pode reconhecer esta fal-
ha visualmente e corrigir de repente.)
 Loading...
Loading...


