6 CS
CHYBY PŘI SVAŘOVÁNÍ MIG
CS
3. Nesvařujte zkorodované, zaolejované anebo mastné díly.
4. Použijte hořák vhodný pro dané parametry svářecího
proudu.
5. Pravidelně kontrolujte, zda nejsou čelisti uzemňovacích
svorek poškozené, a či svářecí kabely (pro hořák a i
uzemňovací) nejsou přeseknuty anebo přehořené, co by
mohlo zhoršit účinnost.
6.3 SVÁŘENÍ KOROZIVZDORNÉ OCELE
Sváření (austenitické) korozivzdorné ocele třídy 300 technologií
MIG se musí uskutečnit s ochranným plynem s vysokým obsahem
argonu a malým podílem O2 na stabilizaci oblouku. Nejběžnější
používanou směsí je Ar/O2 98/2.
- Nikdy nepoužívejte CO2 anebo směsi Ar/CO2.
- Nikdy se nedotýkejte drátu.
6.4 SVÁŘENÍ HLINÍKU
Při sváření hliníku technologií MIG použijte následující:
1. 100 % argon jako ochranný plyn.
2. Přídavný materiál se složením vhodným ke svářenému
základnímu materiálu. Na sváření ALUMAN-u a ANTI-
CORODAL-u použijte drát s obsahem 3 až 5 % křemíku. Na
sváření PERALUMAN-u a ERGAL-u použijte drát s obsahem
5 % hořčíku.
3. Použijte hořák určený na sváření hliníku.
6.5 BODOVÉ SVÁŘENÍ
Tento způsob sváření se používá pro bodové sváření dvou přek-
rývajících se plechů a požaduje použití osobitní plynové trysky.
Nasaďte plynovou trysku na bodové sváření, potlačte ji oproti
místu, které se má svářet. Stlačte tlačítko na hořáku; mějte na
paměti, že svářeč/svářecí stroj se případně oddálí od svaru. Teh-
dy je perioda udaná řízením časovým spínačem (TIMER-om,
odkaz 5 - Obr. 4 Str. 5.) a musí se nastavit v závislosti na síle
materiálu.
7.0 CHYBY PŘI SVAŘOVÁNÍ MIG
ROZTŘÍZENÍ A POPIS CHYB
Svary vyhotovené technologií MIG můžou být ovlivněny rozličn-
ými chybami, které je důležité rozpoznat. Tyto chyby se tvarem
anebo původem neodlišují od těch, které se vyskytují při ručním
obloukovém sváření obalenými elektrodami. Rozdíl mezi dvěma
technologiemi je dřív v množství chyb: například pórovitost je
častější při sváření MIG, zatím co struskové vměstky se vyskytují
jen při svařování obalenou elektrodou.
Příčiny a předcházení těmto chybám jsou též velice různorodé.
Následující tabulka ukazuje různé chyby.
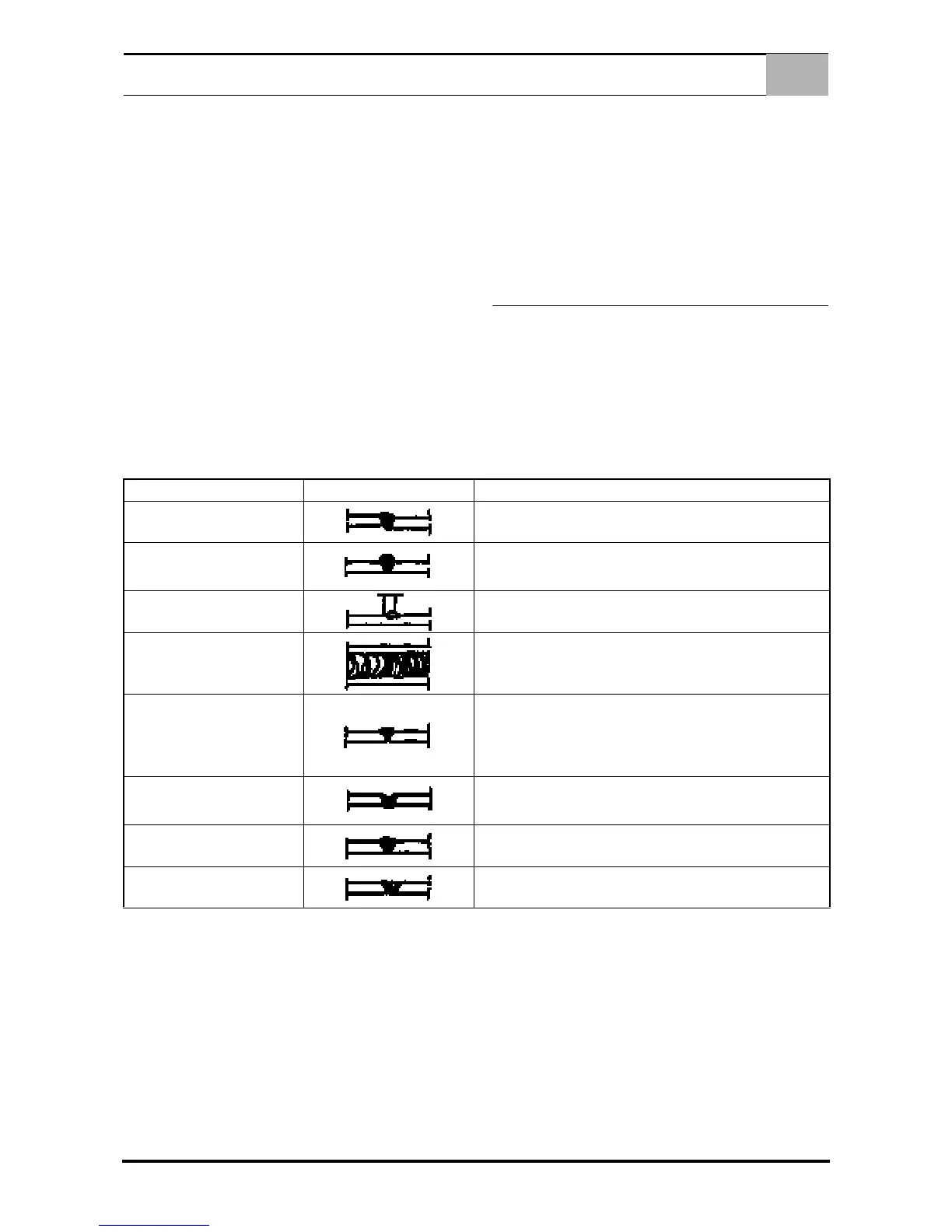
CHYBA VÝSKYT PŘÍČINA A NÁPRAVA
NEROVNÝ POVRCH
- Nedostatečná příprava
- Vyrovnejte hrany a držte jich v době bodového svařování
NADMĚRNÁ SÍLA
- Nulové napětí při zatížení anebo příliš nízká rychlost sváření.
- Nesprávný sklon hořáku.
- Příliš veliký průměr drátu.
NEDOSTATEK KOVU
- Příliš vysoká velikost sváření.
- Příliš nízké svářecí napětí pro svářecí práce.
ZOXIDOVANÁ HOUSENKA
- Při použití dlouhého oblouku svařujte v kanálu.
- Regulujte napětí.
- Drát se ohol anebo příliš vyčnívá z trubky na vedení drátu.
- Nesprávná rychlost podávání drátu.
NEDOSTATEČNÝ PRŮVAR
- Nesprávný sklon hořáku.
- Nesprávná anebo nedostatečná vzdálenost.
- Prodření trubky na vedení drátu.
- Příliš nízká rychlost podávání drátu pro použité napětí anebo rychlost
sváření.
PŘÍLIŠNÝ PRŮVAR
- Příliš vysoká rychlost podávání drátu
- Nesprávný sklon hořáku.
- Nadměrná vzdálenost.
STUDENÝ SPOJ/NEPŘEVAŘENÉ
MÍSTO
- Příliš krátká vzdálenost.
- Zdrsněte anebo obruste svar, potom opakujte.
TVOŘENÍ KANÁLKŮ
- Příliš vysoká rychlost sváření. (Tuto chybu může svářeč jednoduše roz-
poznat pohledem, a ihned napravit.)
 Loading...
Loading...


