5 SK
POPIS OVLÁDACÍCH PRVKOV NA PREDNOM PANELI PODÁVAČA
SK
4.0 POPIS OVLÁDACÍCH PRVKOV NA PRED-
NOM PANELI PODÁVAČA
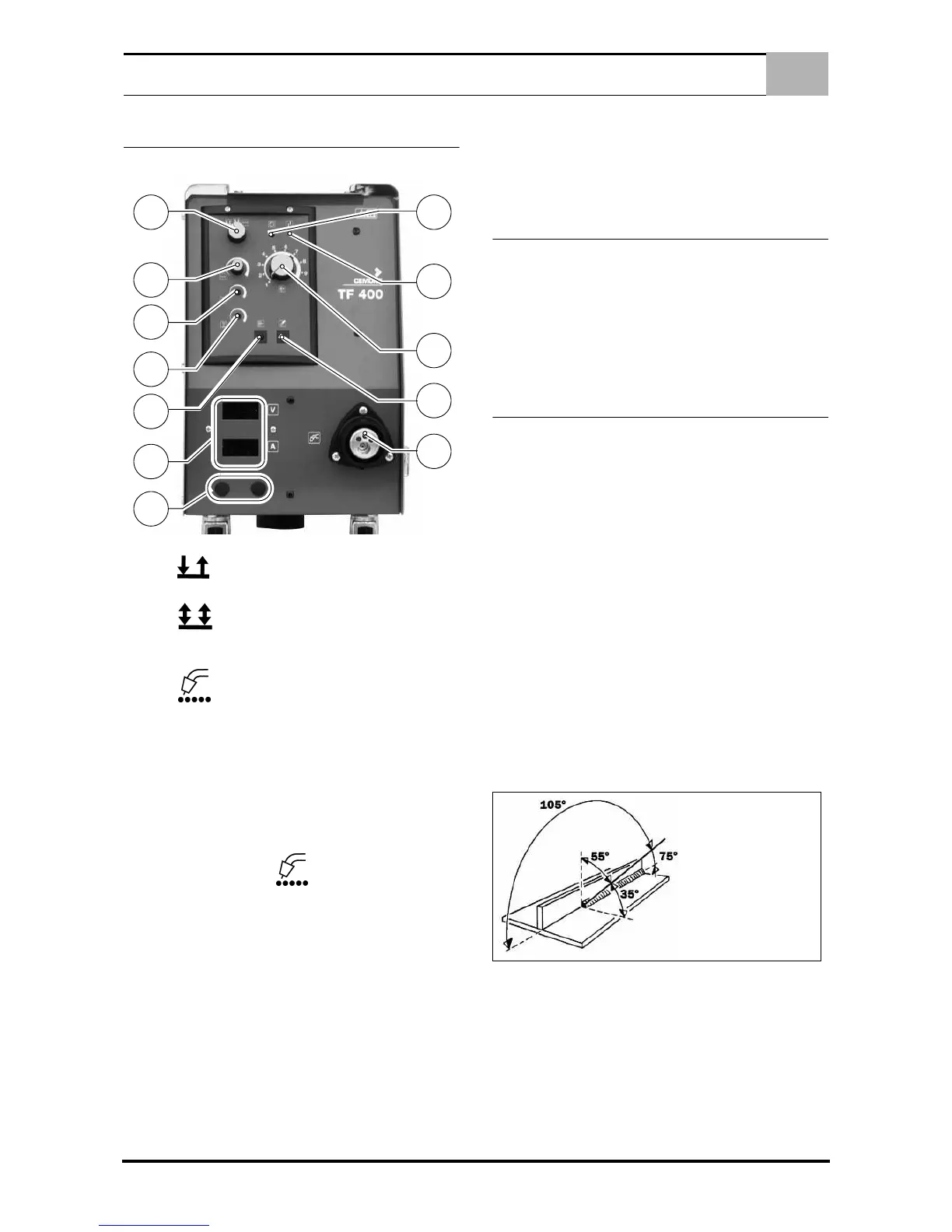
Obrázok 4.
1 - Prepínač systému zvárania:
V polohe sa po stlačení tlačidla horáka začne zváranie a
po uvoľnení tlačidla sa zváranie zastaví.
V polohe po stlačení tlačidla horáka vystupuje plyn, po
uvoľnení tlačidla vystupujte vlákno a prúd; po opätovnom stlačení
sa vlákno a prúd zastavia a po uvoľnení tlačidla sa zastaví plyn.
V polohe zvárací prístroj funguje v intervalovom režime;
stlačením tlačidla- na horáku začína fáza zvárania, ktorá sa ukon-
čí automaticky po uplynutí doby nastavenej potenciometrom čas-
ovača.
2 - Svetelná kontroka zapnutia prístroja.
3 - Kontrolka prehriatia alebo poruchy prístroja.
4 - Potenciometer na nastavenie rýchlosti vlákna.
5 - Potenciometer na reguláciu doby bodového zvárania, od 0,3
po 10 sekúnd. Funguje iba s prepínačom (Ozn. 1 - Obrázok 4
Strana 5.) v polohe.
6 - Potenciometer na reguláciu doby zrýchlenia motora ťahača
vlákna
7 - Potenciometer na reguláciu doby, počas ktorej sa udržiava
výkon zvárania po signále zastavenia zvárania. Prakticky, ak je
táto doba, po ukončení zvárania, veľmi krátka, vlákno ostane pri-
varené v kúpeli alebo príliš vyt⁄ča z kontaktnej trubičky horáka; na-
opak, ak je táto doba príliš dlhá, vlákno sa privarí ku kontaktnej
trubičke horáka, pričom ju často poškodí.
8 - Tlačidlo posunu vlákna “bez prúdu”
9 - Tlačidlo na skúšku výstupu plynu.
10 - Euro konektor horáka
11 - Digitálne prístroje
12 - Pripojenia vodného chladenia
5.0 ZÁKLADNÉ INFORMÁCIE O ZVÁRANÍ MIG
PRINCÍP ZVÁRANIA MIG
Zváranie MIG je autogénne, čo znamená, že umožňuje spojenie -
tavením dvoch kusov rovnakého druhu (mäkká oceľ, nerez, hliník)
a zaručuje mechanickú a fyzickú nepretržitosť materiálu. Potreb-
né teplo na roztavenie zváraných kusov poskytuje elektrický ob-
lúk, ktorý vzniká medzi vláknom (elektróda) a zváraným kusom.
Ochranu oblúku a taveného kovu pred vzduchom zabezpečuje
ochranný plyn.
6.0 ZAPOJENIE A PRÍPRAVA ZARIADENIA NA
ZVÁRANIE
Pozorne zapojte diely na zváranie, aby ste predišli strate výk-
onu alebo nebezpečnému úniku plynu.
DÔSLEDNE DODRŽIAVAJTE BEZPEČNOSTNÉ PREDPISY.
POZN. NEMANIPULUJTE S PREPÍNAČMI POČAS ZVÁRANIA,
ZVÁRACÍ PRÍSTROJ BY SA MOHOL POŠKODIŤ
KONTROLUJTE VÝSTUP PLYNU A UPRAVTE JEHO PRI-
ETOK POMOCOU KOHÚTIKA NA REDUKTORE- TLAKU.
POZOR: PRI ČINNOSTI VONKU ALEBO V PRÍTOMNOSTI
NÁPOROV VETRA CHRÁŇTE- PRÍVOD INERTNÉHO PLYNU,
PRETOŽE AK BY SA JEHO PRÚD ODKLONIL, NECHRÁNIL
BY ZVÁRANIE.
6.1 ZVÁRANIE
1. Otvorte tlakovú nádobu plynu a upravte jeho výstup v závisl-
osti od používanej- polohy. Na zváraný kus zapojte uzem-
ňovaciu svorku, v bode, kde nie je farba, plast, ani hrdza.
2. Nastavte prúd zvárania pomocou prepínača (Ozn. 23 - Ob-
rázok 1 Strana 4., - Obrázok 2 Strana 4., - Obrázok 3 Strana
4.), pričom nezabudnite, že čím je väčšia hrúbka -zvaru, tým
je potrebný vyšší výkon. Prvé polohy prepínača- sú vhodné
pre malé hrúbky. Okrem toho nezabudnite, že každá zvolená
poloha má svoju rýchlosť posunu vlákna, regulovateľnú po-
mocou regulačného gombíka (Ozn. 4 - Obrázok 4 Strana 5.).
6.2 ZVÁRANIE UHLÍKOVÝCH OCELÍ
Na zváranie (MIG) týchto materiálov je nevyhnutné:
1. Používať dvojzložkový plyn na zváranie, zvyčajne AR/CO2 s
percentuálnym obsahom 75 až 80% argónu a 25 až 20%
CO2, alebo trojzložkové plyny AR/CO2/02. Tieto plyny pri
zvarovaní poskytujú teplo, preto bude zvar spojený a estetic-
ký, hæbka zvaru bude však nízka. Použitím oxidu uhličitého
(MAG) ako ochranného plynu sa dosiahne úzky a hlboký
zvar, - ale ionizácia plynu ovplyvní stabilitu oblúka.
2. Používajte vlákno rovnakej kvality ako je zváraná -oceľ. Je
vždy vhodné používať kvalitné vlákna, vyhýbajte sa zváraniu
 Loading...
Loading...


