5 HU
DRÓTTOVÁBBÍTÁS VEZÉRLÉSÉNEK LEÍRÁSA
HU
4.0 DRÓTTOVÁBBÍTÁS VEZÉRLÉSÉNEK LE-
ÍRÁSA
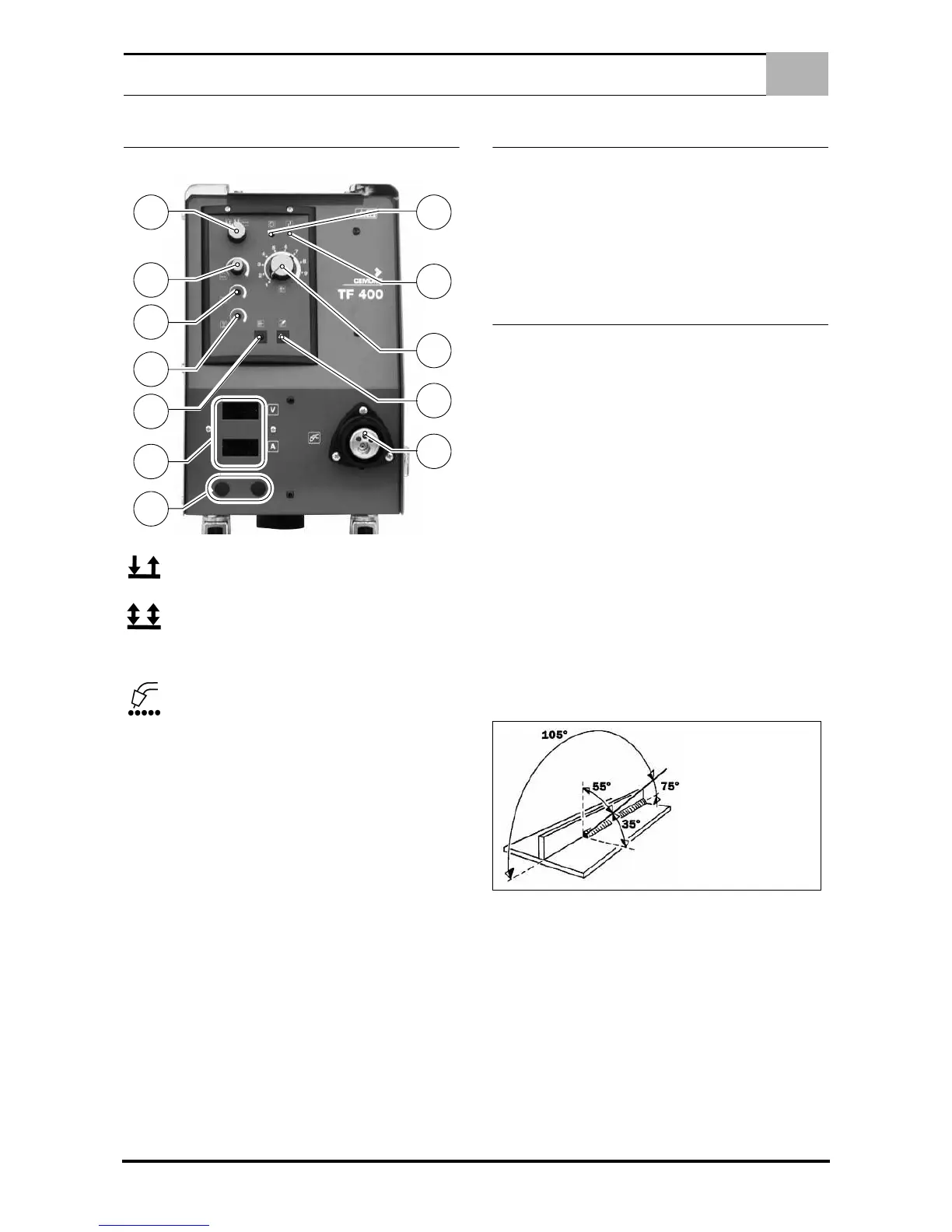
Ábra 4.
1 - Hegesztő rendszer kiválasztása:
helyzetben nyomja le az égő billentyűjét, hogy megkez-
dődjön a hegesztés, a befejezéshez pedig engedje fel!
helyzetben nyomja le az égő gombját a gáz elindítására;
ha felengedi, elindul a drót adagolása és a villanyáram. Újból
nyomja le a hegesztő drót adagolásának és az áram leállítására,
felengedés után leáll a gázszolgáltatás.
helyzetben a hegesztőgép korlátozott idő üzemmódjában
dolgozik, nyomja le a gombot az égőn, hogy beindítsa a hegesz-
tés időszakaszát, mely önállóan befejeződik a potenciométeren
beállított időszakasz eltelte után!
2 - A gép BEKAPCSOLÁSÁNAK kontroll kijelzője.
3 - A gép túlmelegedésének kontroll kijelzője.
4 - A drótadagolás sebességbeállító potenciométere
5 - Az időszabályozás potenciométere ponthegesztésnél, 0,3-
tól 10 másodpercig (a kiválasztóval csak helyzetbeállítással
üzemel (1. utalás - Ábra 4 Oldal 5.).
6 - Gyorsulásszabályozó potenciométer a drótadagoló motor
szabályozására.
7 - Időszabályozó potenciométer a hegesztési teljesítmény
fenntartására a kikapcsolás jelzés után. A gyakorlatban a hegesz-
tés végén ez az idő túlságosan rövid, és a drót beakadva marad
a hegesztési olvadékban, vagy túlságosan messzire tolódik ki az
égő kontaktcsövéből, fordított esetben, ha a szabályozási idő túls-
ágosan hosszú, a drót az égő kontaktcsövében akad fel, és gyak-
ran a károsodását is okozza.
8 - A drót kitolásának gombja („áram” nélkül)
9 - A gázkilépés ellenőrző égője.
10 - Euro-égő csatlakoztatása.
11 – Szám műszerek
12 – Megfelelő hűtések csatlakoztatása
5.0 A MIG HEGESZTÉSRE VONATKOZÓ ALAP-
INFORMÁCIÓK
A MIG HEGESZTÉS ALAPELVE
A MIG hegesztés úgynevezett autogén, azaz lehetővé teszi az
azonos fémből készült darabok összehegesztését (alacsony
széntartalmú acél, rozsdamentes acél, alumínium) ezek olvasz-
tásával, biztosítva a fizikai és mechanikai folyamatosságot. A fém
olvasztásához szükséges hő elektromos ívben képződik, mely a
hegesztő drót és a hegesztett darab között ég. A védőgáz védi az
ívet és a folyósított fémet a környező légkörtől.
6.0 A BERENDEZÉS CSATLAKOZTATÁSA ÉS
ELŐKÉSZÍTÉSE A HEGESZTÉSRE.
A hegesztési kiegészítőket figyelmesen csatlakoztassa, hogy
megelőzze a teljesítményveszteséget vagy a veszélyes gázok
szökését!
Figyelmesen be kell tartani a biztonsági szabályok utasításait!
MEGJEGYZÉS: AZ ÁTKAPCSOLÓKAT NE ÁLLÍTGASSA A
HEGESZTÉSI MUNKÁK VÉGZÉSÉNEK IDEJE ALATT, HOGY
A BERENDEZÉS NE KÁROSODJON. ELLENŐRIZZE, HOGY A
GÁZ A FÚVÓKÁN ÁRAMLIK-E, ÉS AZ ÁRAMLÁSÁT ÁLLÍTSA
BE A SZABÁLYOZÓ SZELEPEN!
FIGYELMEZTETÉS: KÜLTÉRI MUNKÁKNÁL VAGY ERŐSEN
SZELLŐZTETETT HELYEKEN A GÁZÁRAMLÁST VÉDENI
KELL, KÜLÖNBEN A HEGESZTÉSI MUNKÁK AZ INVERZ
VÉDŐGÁZOK SZÉTÁRAMLÁSÁTÓL NEM LESZNEK VÉDVE!
6.1 HEGESZTÉS
1. Nyissa ki a gáztartályt, és állítsa be a gázkiáramlást szükség
szerint! Erősítse fel a földelés csatlakozóját a hegesztett da-
rabra, ahol nincs védőmázolás, műanyagfedés vagy rozsda!
2. Az átkapcsolókkal válassza ki a hegesztési áramerősséget
(23. utalás - Ábra 1 Oldal 4., - Ábra 2 Oldal 4., - Ábra 3 Oldal
4.) ne feledje, hogy minél nagyobb a hegesztett vastagság,
annál nagyobb teljesítményre van szükség! Az átkapcsoló el-
ső helyzete a legkisebb vastagságok hegesztésére alkal-
mas. Vegye figyelembe azt, hogy minden beállítás bizonyos
dróttovábbítási sebességnek felel meg, ami szintén beáll-
ítható a kis kerékkel (4. utalás - Ábra 4 Oldal 5.)!
6.2 SZÉNTARTALMÚ ACÉL HEGESZTÉSE
A MIG hegesztésnél a következő módon kell eljárni:
1. Használjon két alkotóelemű gázt (általában ez Ar és CO2 ke-
veréke, ahol 75 - 80% az argon és 20 - 25 % CO2) vagy hár-
om alkotóelemű keveréket Ar/CO2/O2! Ezek a gázok
nyújtanak egyenlő hegesztési hőmérsékletet és egyenletes,
egységes varratot, habár az áthegesztés csekély. Széndiox-
id, mint védőgáz használatával (MAG) vékony varrat érhető
el jó áthegesztéssel, de a gáz ionizálása következtében za-
varja az ív álladóságát.
2. Használjon azonos minőségű adalék drótot, mint a hegesz-
tett acél! Mindig jó minőségű drótot használjon; a rozsdás
dróttal történő hegesztés hegesztési hibákat okozhat! A drót-
okhoz általában használt áramerősség a következő:
- drót Ø mm-ben x 100 = legkisebb áramerősség
- drót Ø mm-ben x 200 = legkisebb áramerősség
 Loading...
Loading...


