POPIS OVLÁDAČŮ PODÁVAČE DRÁTU
5 CS
CS
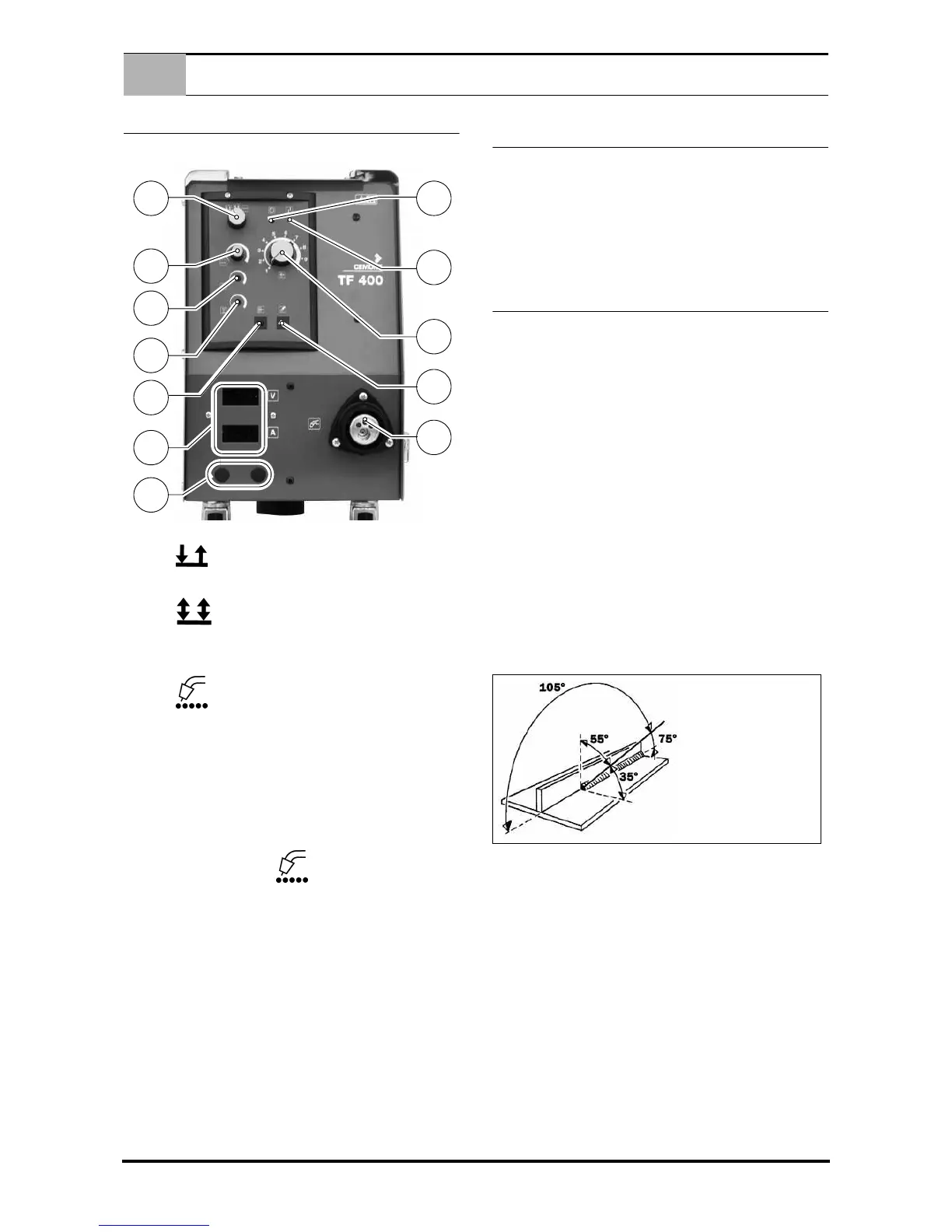
4.0 POPIS OVLÁDAČŮ PODÁVAČE DRÁTU
Obrázek 4.
1 - Volič svářecí soustavy:
V poloze
stlačte tlačítko na hořáku, abyste začali sváření,
uvolněte ho pro ukončení.
V poloze
stlačte tlačítko na hořáku, abyste spustili plyn;
když se uvolní, spustí se podávání drátu a elektrický proud. Znovu
ho stlačte pro zastavení podávání drátu a elektřiny, po uvolnění se
zastaví dodávka plynu.
V poloze
pracuje svářecí stroj v režimu omezeného času,
stlačte tlačítko na hořáku, abyste spustili fázi sváření, která samo-
činně skončí po čase nastaveném na časovém potenciometru.
2 - Kontrolka ZAPNUTÍ stroje.
3 - Kontrolka přehřátí anebo poruchy stroje.
4 - Potenciometr regulace rychlosti podávání drátu
5 - Potenciometr regulace času při bodovém sváření, od 0,3 do
10 vteřin (pracuje jen s voličem (Odkaz 1 - Obr. 4 Str. 5.) nastave-
ným do polohy).
6 - Potenciometr regulace zrychlení času motoru podávače drát-
u.
7 - Regulační potenciometr na nastavení času udržení svářecí-
ho výkonu po souvisícím signálu na vypnutí. V praxi, na konci
sváření je tento čas příliš krátký, drát zůstane zaseknutý ve sva-
řovací lázni anebo se vysune velice daleko z kontaktní trubky
hořáku, v opačném případě, jestli je regulační čas příliš dlouhý,
drát zůstane zaseknutý v kontaktní trubce hořáku, co často způ-
sobí její poškození.
8 - Tlačítko vysunutí drátu (bez „proudu”)
9 - Kontrolní tlačítko výstupu plynu.
10 - Připojení Euro-hořáku.
11 - Číslicové přístroje
12 - Připojení vodního chlazení
5.0 ZÁKLADNÍ INFORMACE TÝKAJÍCÍ SE
SVÁŘENÍ MIG
PRINCIP SVÁŘENÍ MIG
Sváření MIG je autogenní, t.j. dovoluje sváření kusů vyrobených
ze stejného kovu (nízkouhlíková ocel, korozivzdorná ocel, hliník)
jejich roztavením, zaručujíc fyzikální a mechanickou plynulost.
Teplo potřebné na roztavení se tvoří elektrickým obloukem, který
hoří mezi drátem (elektrodou) a svářeným kusem. Ochranný plyn
chrání oblouk aj roztavený kov před atmosférou.
6.0 PŘIPOJENÍ A PŘÍPRAVA ZAŘÍZENÍ NA
SVAŘOVÁNÍ.
Svářecí doplňky připojte pozorně, abyste se vyhnuli ztrátám
výkonu anebo úniku nebezpečných plynů.
POZORNĚ DODRŽUJTE BEZPEČNOSTNÍ NORMY.
POZNÁMKA: PŘEPÍNAČE NENASTAVUJTE V DOBĚ
SVÁŘECÍCH PRÁCÍ, ABY NEDOŠLO K POŠKOZENÍ ZAŘÍZENÍ.
ZKONTROLUJTE, ZDA TRYSKOU PŘECHÁZÍ PLYN, A TOK
NASTAVTE REDUKČNÍM TLAKOVÝM VENTILEM.
VAROVÁNÍ: PŘI PRÁCÍCH VENKU ANEBO NA VĚTRANÝCH
MÍSTECH CHRAŇTE TOK PLYNU, JINAK SVÁŘECÍ PRÁCE
NEBUDOU Z DŮVODU ROZPTYLU INERTNÍCH OCHRAN-
NÝCH PLYNŮ ZABEZPEČENÉ.
6.1 SVÁŘENÍ
1. Otevřete ventil plynové lahve a nastavte výstupný tok plynu
podle potřeby. Připevněte uzemňovací svorku na zvarenec
na místo bez nátěru, plastu anebo koroze.
2. Přepínači (Odkaz 23, - Obr. 1 Str. 4., - Obr. 2 Str. 4., - Obr.
3 Str. 4.) zvolte svařovací proud; nezapomeňte, že čím větší
svařovaná síla, tím je potřebný vyšší výkon. Prvá poloha
přepínače je vhodné pro svařování nejmenších tloušti.
Uvažujte i o tom, že každé nastavení odpovídá určité ry-
chlosti podávání drátu, která se dá zvolit nastavovacím po-
tenciometrem (Odkaz 4 - Obr. 4 Str. 5.).
6.2 SVAŘOVÁNÍ UHLÍKOVÝCH OCELÍ
Při svařování MIG postupujte následujícím způsobem:
1. Použití dvousložkového ochranního plynu (běžně je to směs
Ar a CO2, s 75 až 80 % argonu a 20 až 25 % CO2) anebo tří-
složková směs Ar/CO2/O2. Tyto plyny poskytují dobré
svářecí teplo a rovnoměrnou a celistvou housenku, hoc pro-
vaření je nízké. Použitím oxidu uhelnatého (MAG) jako
ochranního plynu se dosahuje tenká housenka s dobrým pro-
vařením, ale ionizace plynu může narušit stálost oblouku.
2. Použijte podávaný drát stejné jakosti jako je svářená ocel.
Vždy používejte drát dobré jakosti; sváření rezavými dráty
může způsobit chyby sváru. Ve všeobecnosti je rozsah
používaných proudů pro dráty takovýto:
- Ø drátu mm x 100 = nejmenší proud
- Ø drátu mm x 200 = největší proud
Příklad: Ø drátu je 1,2 mm, nejnižší proud je 120 A, nejvyšší
je 240 A. Uvedený rozsah se použije s aplikací dvous-
ložkových směsí plynů Ar/CO2 a se zkratovým přenosem
kovu (SHORT).
 Loading...
Loading...


