原厂说明
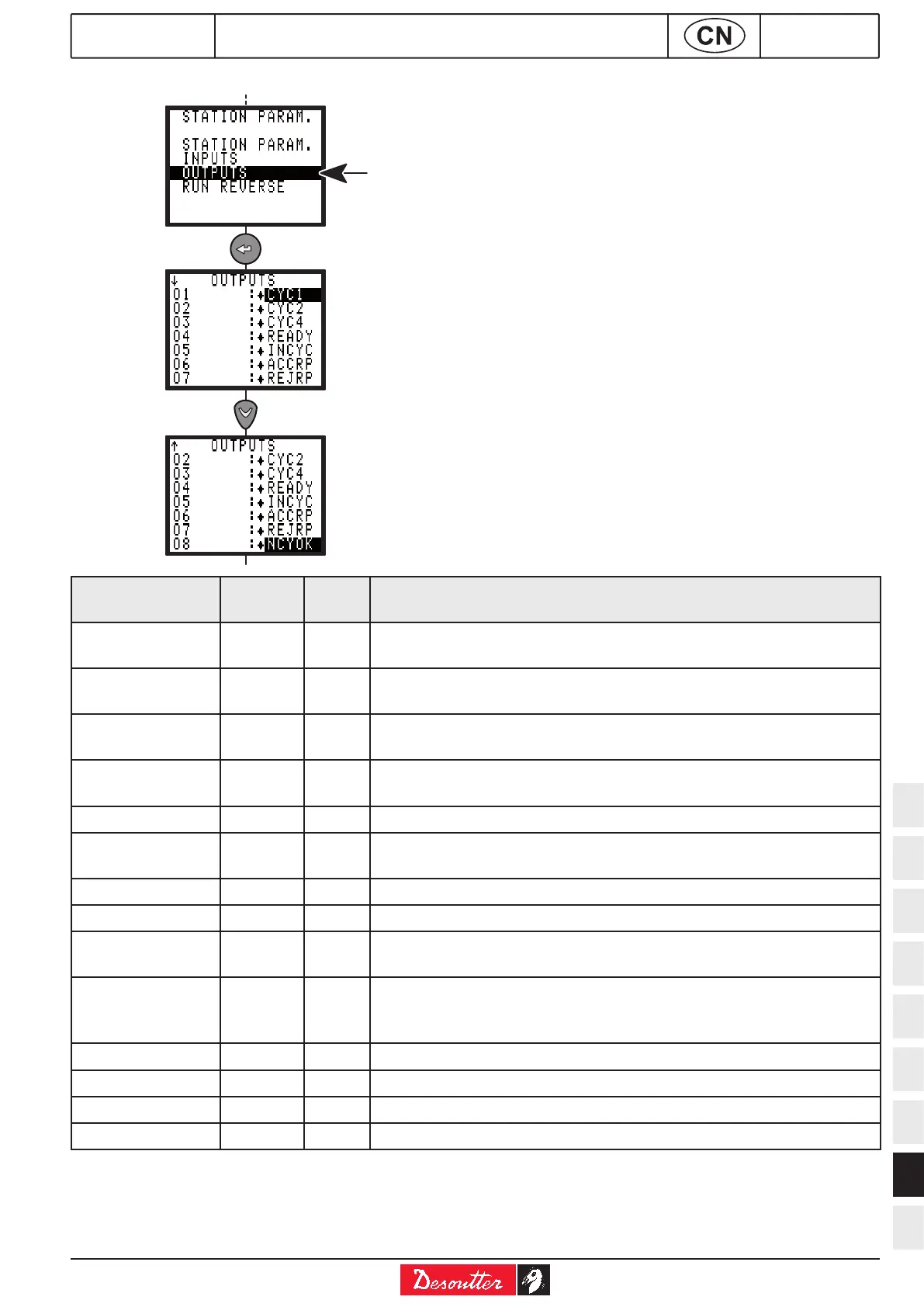
5.6.4 - OUTPUT(输出)菜单
输出信号 屏幕显示
名称
原厂配
置
说明
作业循环 1 确认 CYC1 X 二进制编码,权重 1。只有在与某个已编程设置的作业循环相对应
的情况下,作业循环确认信号才被发回,否则该信号为“0”。
作业循环 2 确认 CYC2 X 二进制编码,权重 2。只有在与某个已编程设置的作业循环相对应
的情况下,作业循环确认信号才被发回,否则该信号为“0”。
作业循环 4 确认 CYC4 X 二进制编码,权重 4。只有在与某个已编程设置的作业循环相对应
的情况下,作业循环确认信号才被发回,否则该信号为“0”。
作业循环 8 确认 CYC8 X 二进制编码,权重 8。只有在与某个已编程设置的作业循环相对应
的情况下,作业循环确认信号才被发回,否则该信号为“0”。
准备就绪 READY X 在控制器工作正常的情况下,该信号为“1”。
作业循环运行中 INCYC X 对于“启动作业循环”请求信号的响应信号。 在作业循环结束后变
为“0”。
全局报告为“正常” ACCRP X 当作业循环结束且全局报告为“正常”时,该信号被发送给 PLC。
全局报告为“异常” REJRP X 当作业循环结束且全局报告为“异常”时,该信号被发送给 PLC。
正常作业循环数目 NCYOK X 当生成“接受”报告的作业循环累计运行达到已编程设置的数目时,
该信号变为“1”。
同步 SYNC “同步”信号在作业阶段结束时变为“0”,用于与其它控制器的“同步”
信号相配合,使下一作业阶段同步(参见第 44 页中的“使多台 CVIC
控制器同步”)。
扭矩报告为“正常” TOROK 当作业循环结束且扭矩报告为“正常”时,该信号被发送给 PLC。
扭矩报告为“异常” TORNOK 当作业循环结束且扭矩报告为“异常”时,该信号被发送给 PLC。
转角报告为“正常” ANGOK 当作业循环结束且转角报告为“正常”时,该信号被发送给 PLC。
转角报告为“异常” ANGNOK 当作业循环结束且转角报告为“异常”时,该信号被发送给 PLC。

 Loading...
Loading...









