47
SECTION 4 OPERATION
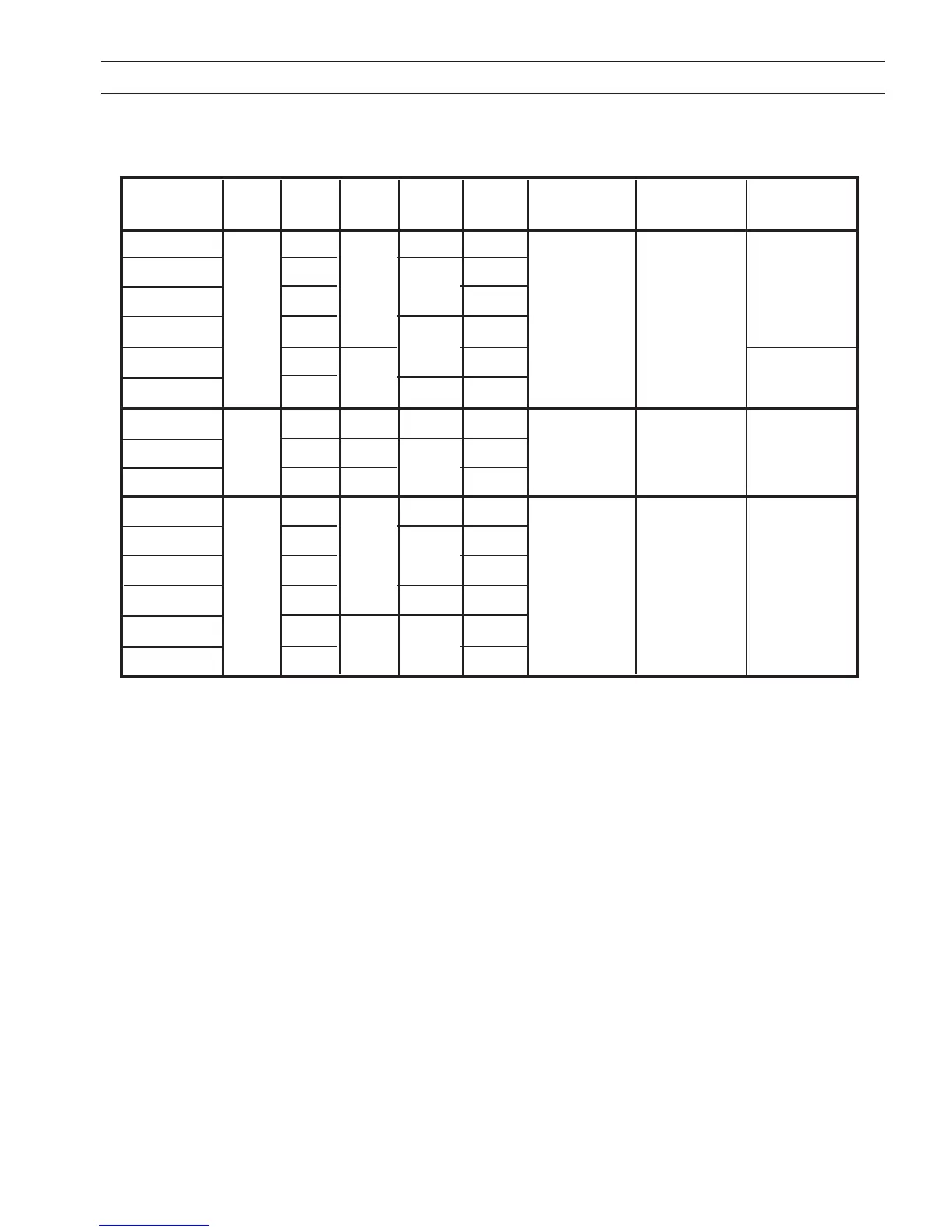
150 Amp Data (PT-19XLS and PT-600) Continued
Current
(Amps)
Pierce
Height
in.(mm)
Cutting
Height
in.(mm)
Arc
Voltage
(Volts)
Material
Type-Thickness
in. (mm)
Travel
Speed
ipm(M/m)
Start Gas
Type/Pressure
psi(bar)
Shield Gas
Type/Pressure
psi(bar)
Plasma Gas
Type/Pressure
psi(bar)
SS - 3/16 (4.8) 150 200 (5.1) 3/8 (9.6) 1/8 (3.2) 132 N
2
- 25 (1.7) N
2
- 45 (3.1) Air - 85 (5.86)
SS - 1/4 (6.4) 130 (3.3) 3/16 (4.8) 140
SS - 3/8 (9.6) 85 (2.16) 143
SS - 1/2 (12.7) 60 (1.5) 1/4 (6.4) 154
SS - 3/4 (19) 18 (.45) 1/2 (12.7) 164 Air - 65 (4.48)
SS - 1 (25.4) 10 (.25) 5/16 (8) 179
SS - 1/2 (12.7) 150 40 (1.0) 3/8 (9.6) 5/16 (8) 160 N
2
- 25 (1.7) H-35 - 55 (3.8) N
2
- 65 (4.48)
SS - 3/4 (19) 25 (.64) 1/2 (12.7) 3/8 (9.6) 175 N
2
- 45 (3.1)
SS - 1 (25.4) 12 (.30) NR 180 N
2
- 20 (1.37)
AL - 3/16 (4.8) 150 200 (5.1) 3/8 (9.6) 3/16 (9.6) 136 N
2
- 25 (1.7) H-35 - 55 (3.8) N
2
- 65 (4.48)
AL - 1/4 (6.4) 150 (3.8) 1/4 (6.4) 141
AL - 3/8 (9.6) 110 (2.8) 145
AL - 1/2 (12.7) 90 (2.3) 5/16 (8) 155
Al - 3/4 (19) 50 (1.3) 1/2 (12.7) 3/8 (9.6) 166
AL - 1 (25.4) 30 (.76) 171
NOTES: When using a 50 ft torch, a dwell of approx. 3 sec. is required to allow the N
2
start gas to be purged out by the O
2
cut gas.
CS - Carbon Steel, SS - Stainless Steel, AL - Aluminum
All Air Plasma/Air Shield, 100 Amp cuts on Aluminum have good surfaces except 3/4” (19mm) AL that has poor surface.
All Air Plasma/Air Shield, 100 Amp cuts on Stainless Steel have fair surface except 3/4” (19mm) SS that is very rough.
All N2 Plasma/N
2
Shield, 100 Amp cuts on Stainless Steel have fairly good surfaces except 3/4” (19mm) SS that is fair.
Pilot Arc -- HIGH