Functional characteristics
MIG/MAG welding
Item No.: 099-004833-EWM01 55
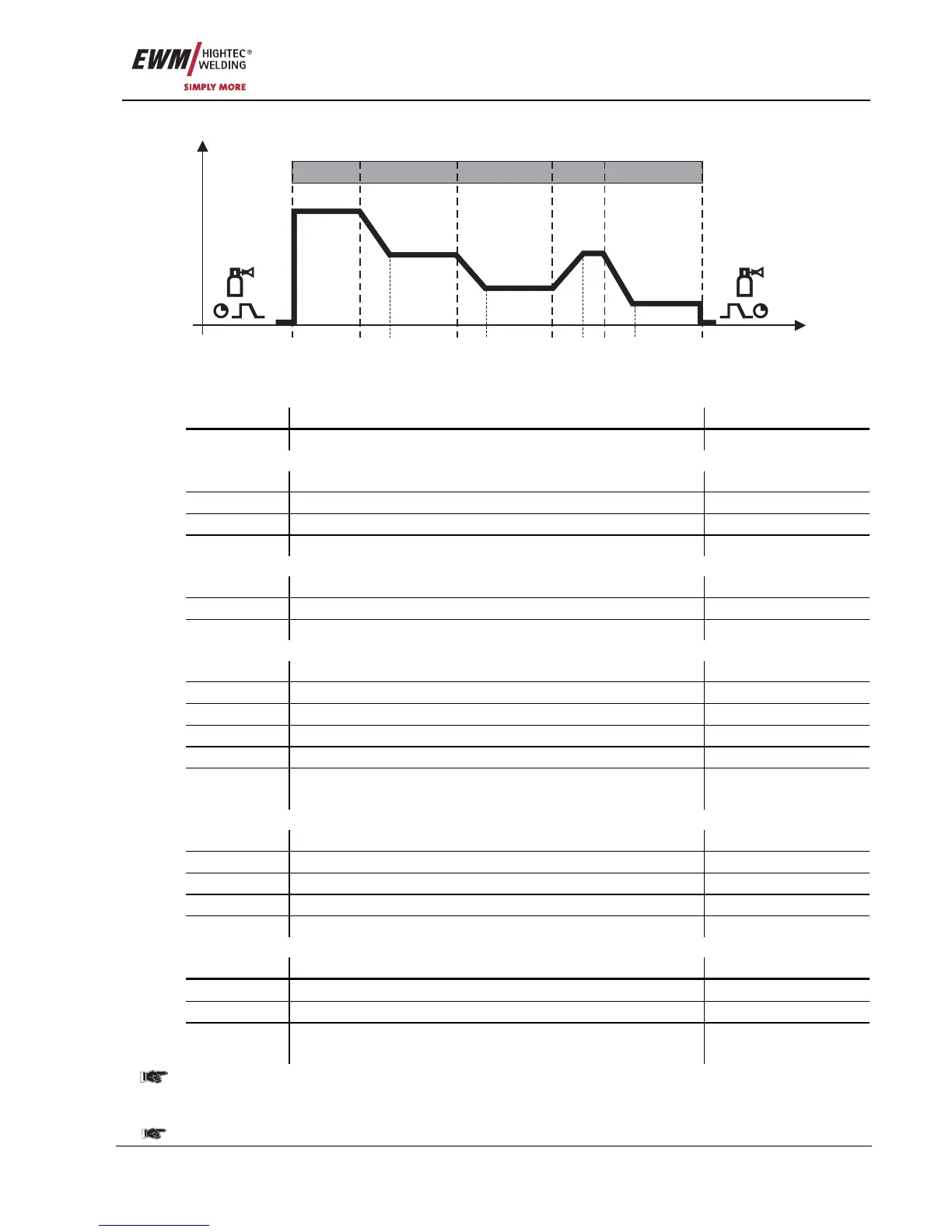
5.2.7.3 MIG/MAG overview of parameters for M3.1x
DVstart
DV3
U3
DVend
Uend
Ustart
tstart tS1 t2 tS2 t3 tS3 tSe tend
P
START
P
A
P
A
P
B
P
END
t
I
Figure 5-20
Basic parameters
Display Meaning/explanation Setting range
GASstr Gas pre-flow time 0.0s to 20.0s
"P
START
" start program
DVstr (r) Wire-feed speed, relative 1% to 200%
DVstr (a) Wire-feed speed, absolute 0.1m/min to 40m/min
Ustart Arc length correction -9.9V to +9.9V
tstart Duration 0.0s to 20.0s
"P
A
" main program
tS1 Slope duration from P
START
to P
A
0.0s to 20.0s
t2 Duration (spot time and superpulse) 0.01s to 20.0s
tS2 Slope duration from P
A
to P
B
0.00s to 20.0s
"P
B
" reduced main program
DV3 (r) Wire-feed speed, relative 1% to 200%
DV3 (a) Wire-feed speed, absolute 0.1m/min to 40m/min
U3 Arc length correction -9.9V to +9.9V
t3 Duration 0.01s to 20.0s
tS3 Slope duration from P
B
to P
A
0.00s to 20.0s
Alternat Activate welding process alternation
(pulse arc welding machines only)
1 (= active)
0 (= not active)
"P
END
" end program
tSe Slope duration from P
A
to P
END
0.0s to 20.0s
DVend (r) Wire-feed speed, relative 1% to 200%
DVend (a) Wire-feed speed, absolute 0.1m/min to 40m/min
Uend Arc length correction -9.9V to +9.9V
tend Duration (superpulse) 0.0s to 20.0s
Basic parameters
Display Meaning/explanation Setting range
RUECK Wire burn-back length 2 to 500
GASend: Gas post-flow time 0.0s to 20.0s
Proc.Sp. Process speed 10cm to 200cm
nTakt Special applications, not available in standard range. -
P
START
, P
B
, and P
END
are factory set as “relative programs”, i.e. they are dependent on a percentage
of the WF value of main program P
A
(switching between relative and absolute wire feed values,
see chapter “WF Speed Switching (absolute / relative)”.
Changes to the welding parameters can only be made when the key switch is in position "1".