AUX MODE
1
Chapter: 2 Section: Page
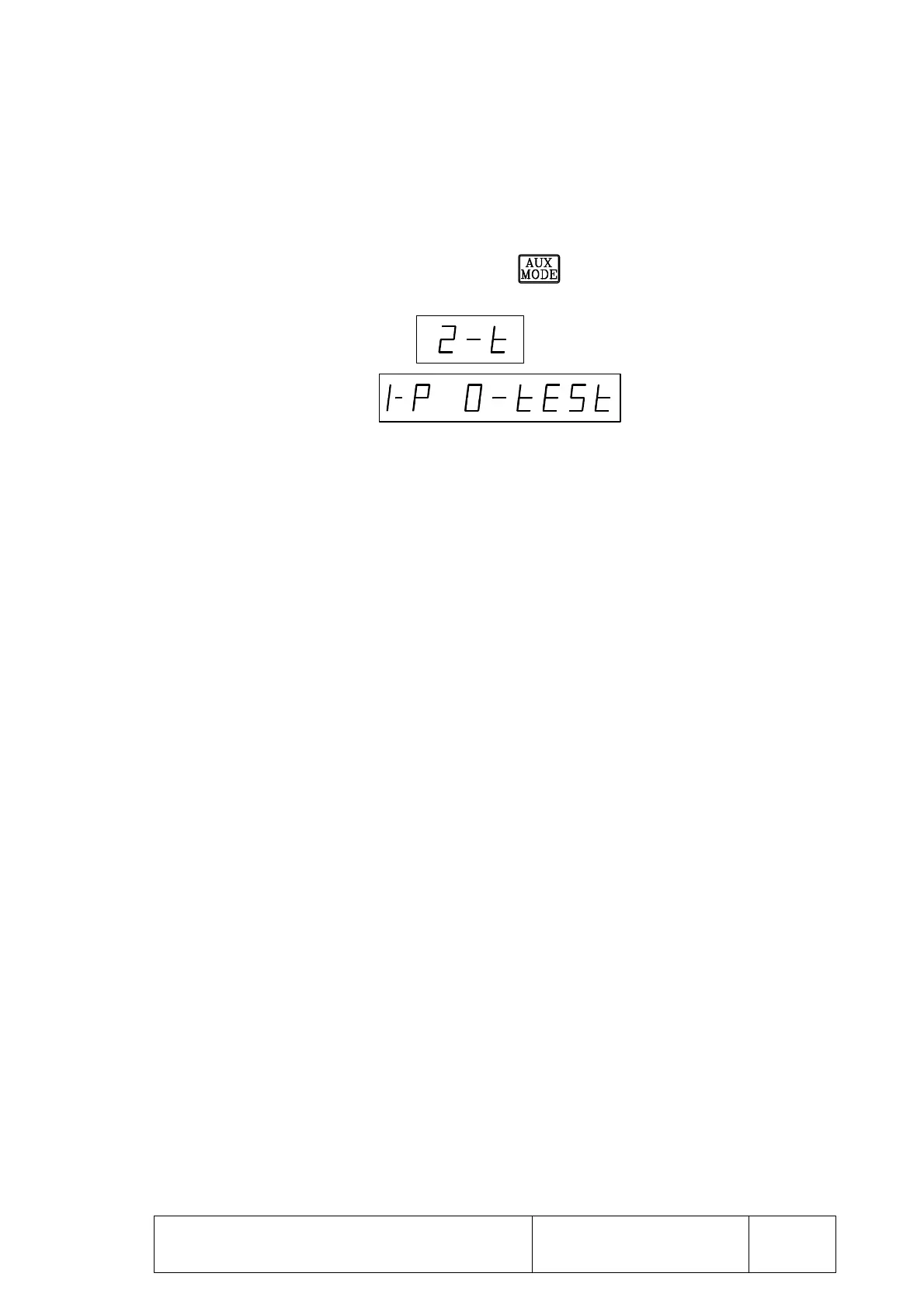
2. AUX MODE
To access this operating mode, press the key and the CNC will display the
following information.
To get to the various menus, press:
[0] To test the CNC's inputs and outputs
[1] To access the machine parameter mode of the CNC.
[2] To access the internal CNC table. Depending on the setting of machine parameter
"P60(5)" this table may be used either as tool table, "P60(5)=0", or as zero offset
table, "P60(5)=1".
With this operating mode it is also possible to:
Lock machine parameters. Press the following keystroke sequence:
[1] [CL] [CL] [9] [9] [9] [A+] [1] [ENTER]
If the machine parameters are locked, the CNC will display their values but it
will not allow to change them.
Unlock machine parameters. Press the following keystroke sequence:
[1] [CL] [CL] [9] [9] [9] [A+] [0] [ENTER]
Lock part-program memory Press the following keystroke sequence:
[1] [CL] [CL] [8] [8] [8] [A+] [1] [ENTER]
If the part-program memory is locked, the CNC will display the contents of
each block but it will not possible to modify it.
Unlock part-program memory. Press the following keystroke sequence:
[1] [CL] [CL] [8] [8] [8] [A+] [0] [ENTER]
Clear the whole part-program memory. Press the following keystroke sequence:
[1] [CL] [CL] [DELETE] [1] [DELETE]
In order to erase the whole part-program memory, it must be unlocked.