Section:
Page
PROGRAMMING22
Chapter: 6
ADDITIONAL PREPARATORY
FUNCTIONS
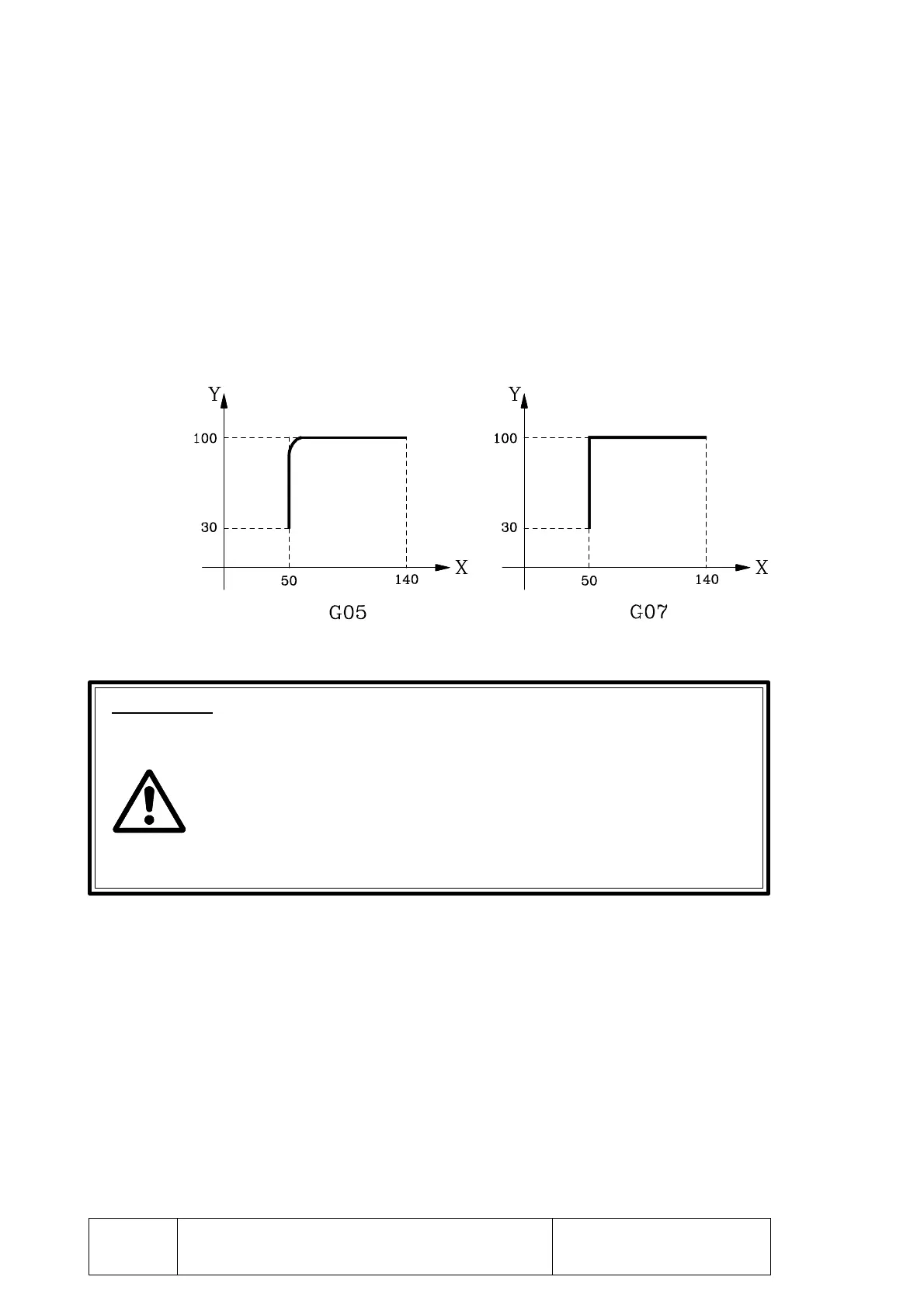
6.6.3 ROUND CORNER (G05) AND SQUARE CORNER (G07)
Functions G05 and G07 are modal and incompatible with each other. With them, it
is possible to execute the transition between motion blocks in a different way.
G05. When in this mode, the CNC starts executing the next block as soon as the axis
programmed in the current block starts decelerating to get into position.
G07. When in this mode, the CNC does not start executing the next block until the
axis programmed in the current block has reached position (in the in-position
zone: "P28", "P68").
Attention:
G05 and G07 may also be programmed as G5 and G7.
On power up, after executing an M30, Emergency or a Reset, the CNC
assumes G07.
When operating in non-servo-controlled open loop, executing a program
in Single-Block mode or in semi-automatic mode, all the movements are
carried out in G07.