PageChapter: 6 Section:
PROGRAMMING 15
PATH CONTROL
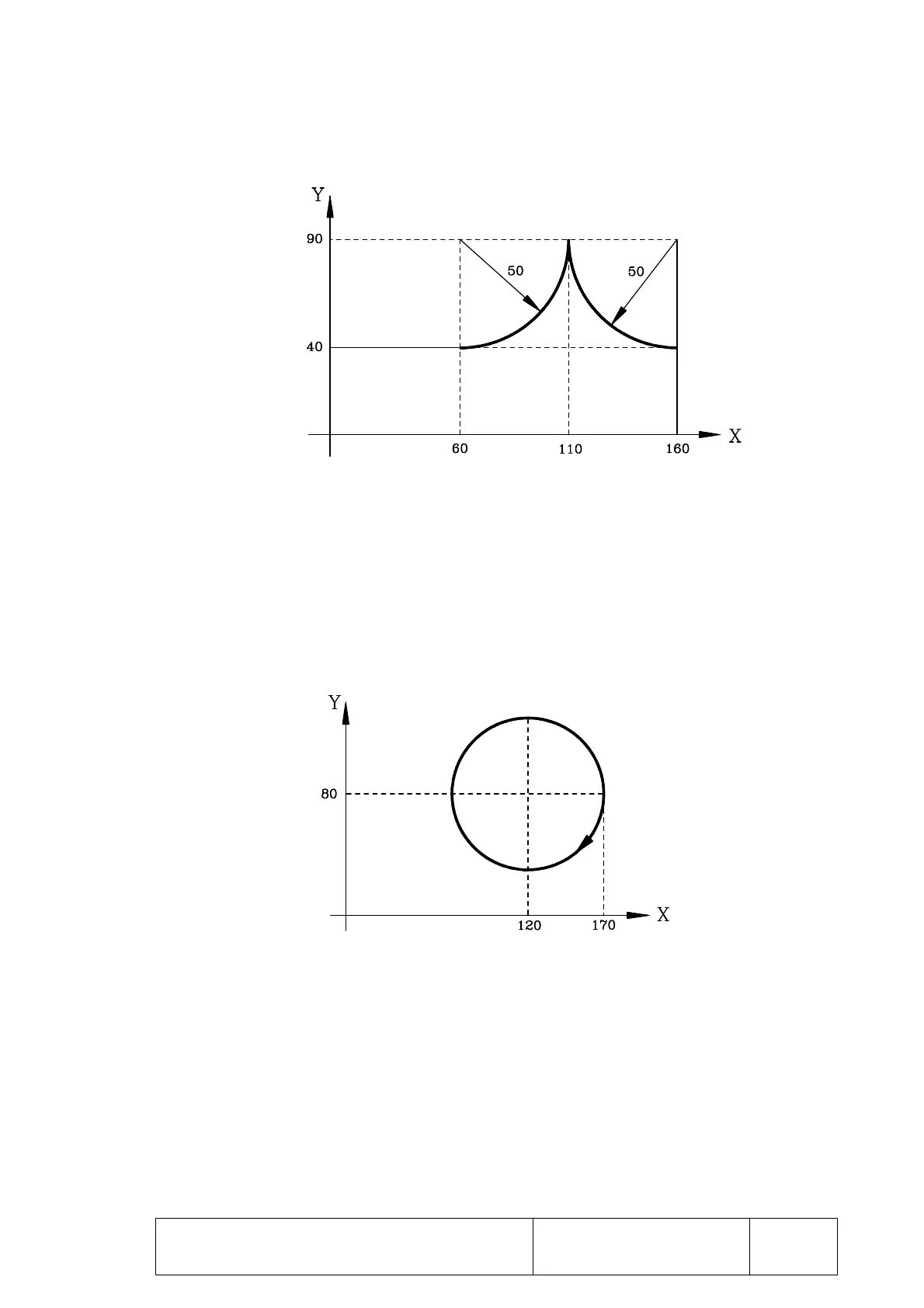
Programming example taking X60 Y40 as starting point:
Absolute programming (G90) N220 G90.3 X110 Y90 I0 J50
N230 G3 X160 Y40 I50 J0
Incremental programming (G91) N220 G91.3 X50 Y50 I0 J50
N230 G3 X50 Y-50 I50 J0
Programming example for a complete circle in a single block starting at X170 Y80.
Different ways to program in absolute coordinates (G90)
N330 G90.2 X170 Y80 I-50 J0
N330 G90.2 I-50 J0
Different ways to program in incremental coordinates (G91)
N330 G91.2 X0 Y0 I-50 J0
N330 G91.2 I-50 J0