Page 16 of 50
CNC 8055 / CNC 8055i
Path JOG mode
N
EW
F
EATURES
(S
OFT
M: 7.
XX
)
This feature must be managed from the PLC.
To turn on or off the "Path JOG" work mode, use CNC logic input
“MASTRHND” M5054,
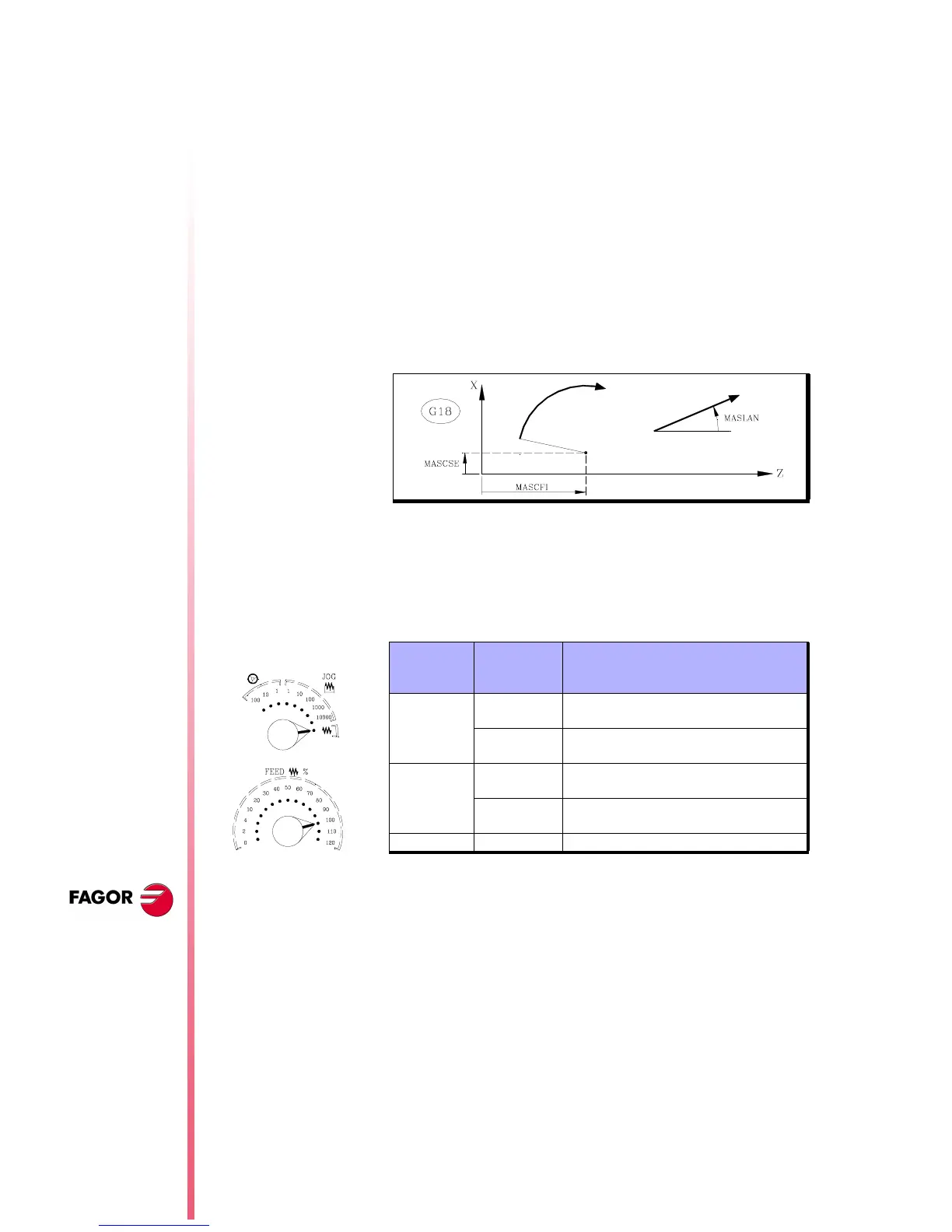
To indicate the type of movement, use CNC logic input
“HNLINARC” M5053
For a linear path, indicate the path angle in the MASLAN variable
(value in degrees between the linear path and the first axis of the
plane)
For an arc, indicate the arc center coordinates in the MASCFI,
MASCSE variables (for the first and second axes of the main
plane)
Variables MASLAN, MASCFI and MASCSE may be read and
written from the CNC, DNC and PLC.
Operation
When pressing one of the associated keys, X+ and X-, the CNC acts
as follows:
The rest of the keys always operate the same way regardless of
whether the "Path JOG" function is on or off. It only moves the
selected axis and in the indicated direction.
Considerations
It assumes as axis feedrate the one selected in JOG mode and it is
affected by the override. If F0 is selected, it assumes the one
indicated by a.m.p. “JOGFEED (P43)”. The [Rapid] key is ignored.
The movements in "Path JOG" observe the travel limits and zone
boundaries
The movements in "Path JOG" may be aborted:
•
By pressing the [CYCLE STOP] key
•
By selecting one of the handwheel positions of the JOG selector
switch.
M5054 = 0 "Path JOG" function off.
M5054 = 1 "Path JOG" function on.
M5053 = 0 Linear Path
M5053 = 1 Circular path.
Selector
Switch
Position
Path JOG Type of movement
Continuous
OFF
Only the axis and in the indicated
direction
ON
Both axes in the indicated direction along
the indicated path
Incremental
OFF
Only the axis, the selected distance and
in the indicated direction
ON
Both axes, the indicated distance and
direction, but along the indicated path
Handwheel It ignores the keys.
 Loading...
Loading...



