Page 18 of 50
CNC 8055 / CNC 8055i
Improvements in
tool compensation
N
EW
F
EATURES
(S
OFT
M: 7.
XX
)
28 Improvements in tool compensation
COMPTYPE (P74)
From this version on, this g.m.p. has two digits.
The units set the beginning and end of radius compensation applied
by the CNC (like it was before).
The tens indicate whether the additional block of the compensation
is executed at the end of the current block or at the beginning of the
next block with compensation.
By default COMPTYPE=00
When the beginning or end of the compensation takes place to a
different plane (there is an intermediate vertical movement) and at
an angle greater than 270º it is recommended to check the CNC's
behavior as shown next:
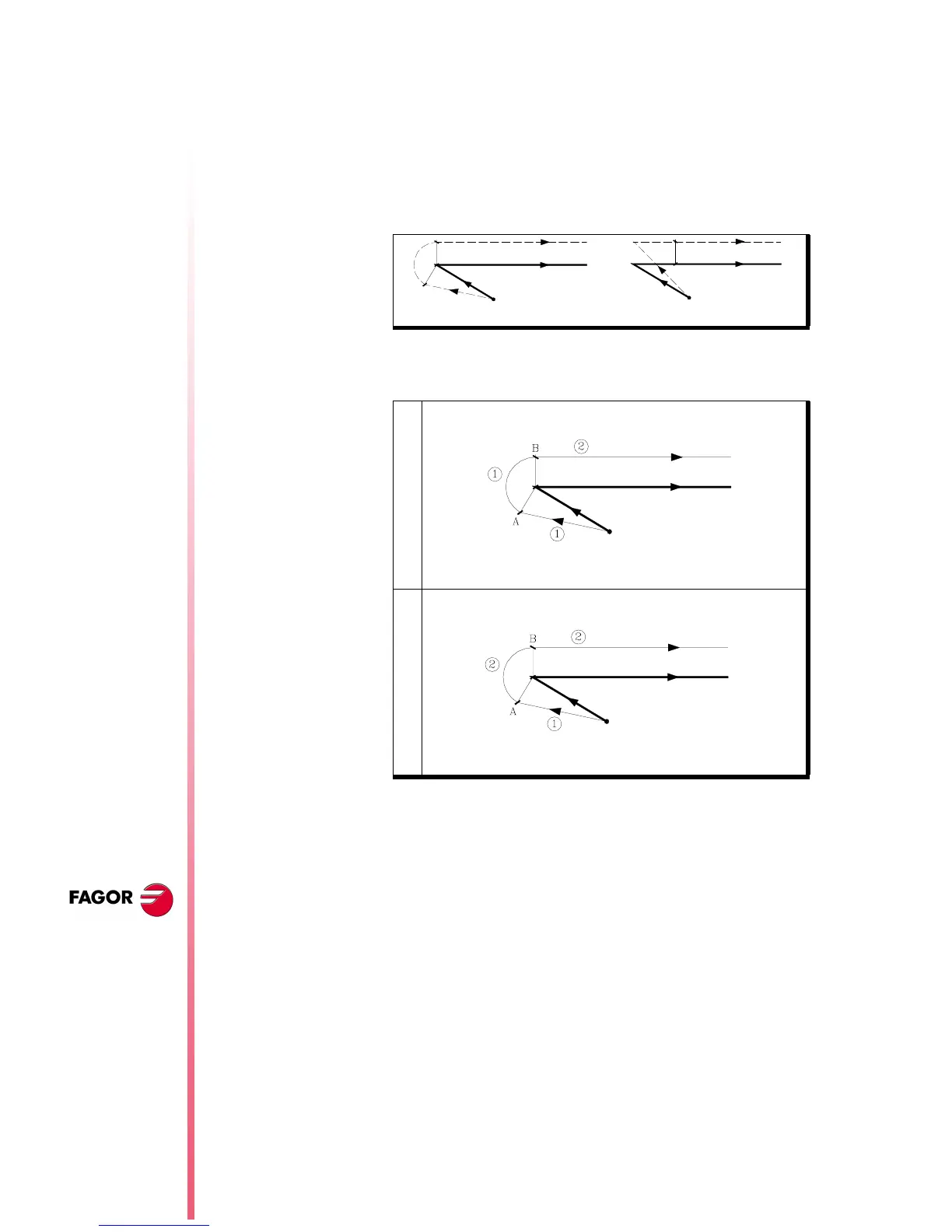
At the beginning of the compensation, the tool should be positioned
before penetrating into the part. The additional block must be
x0 It approaches the starting point going around the corner
x1 it goes directly perpendicular to the point (without going
around the corner)
COMPTYPE= x0 COMPTYPE= x1
00 It is executed at the end of the current block (like in previous
versions).
Executing block by block (single block mode), the first
movement ends at point "B".
10 It is executed at the beginning of the next block with
compensation
Executing block by block (single block mode), the first
movement ends at point "A".
 Loading...
Loading...



