INTERFACE PANEL
13
3
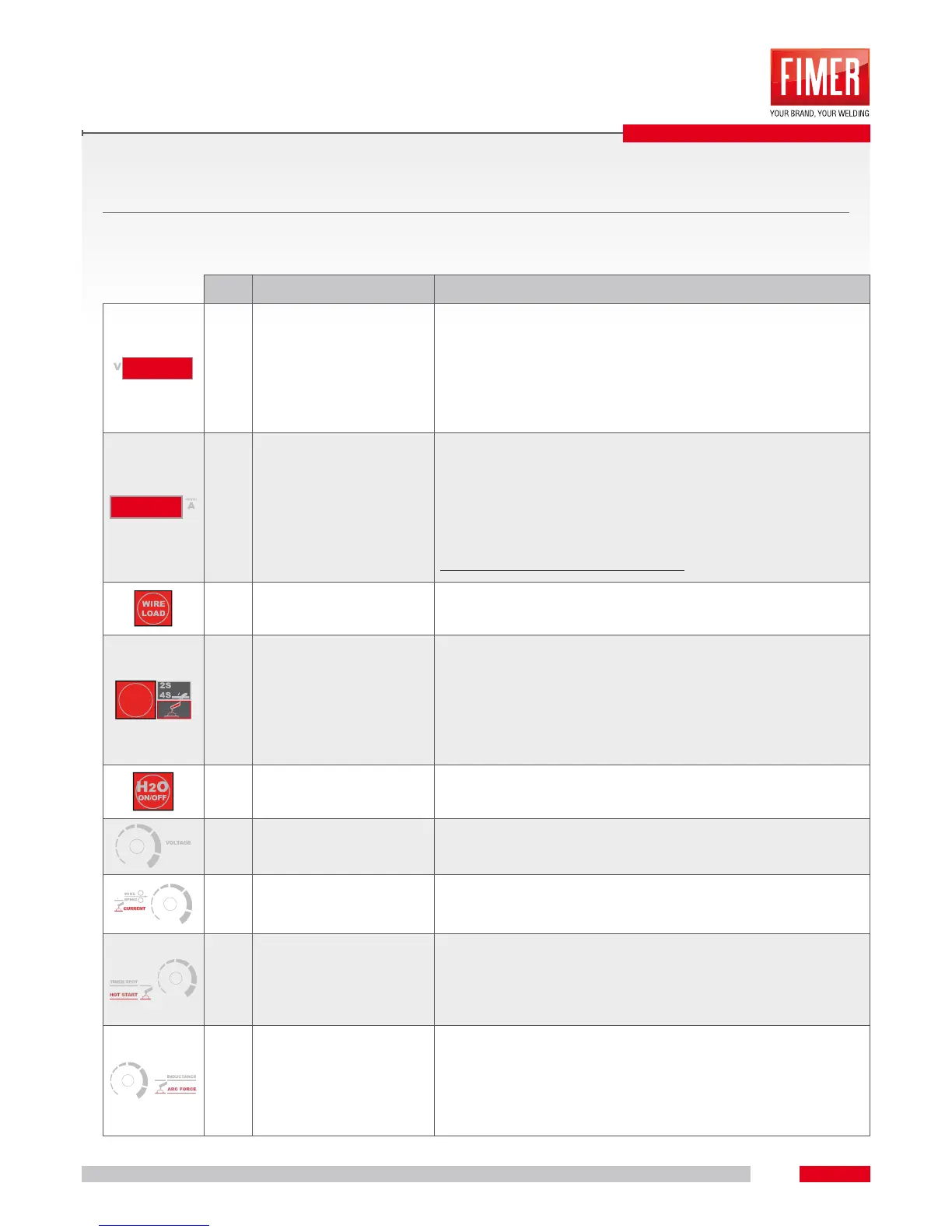
3.2 CONTROL PANEL DESCRIPTION
POS. DESCRIPTION FUNCTION
1 VIEW DISPLAY LEFT
It shows the welding voltage set while during welding process visualizes
the voltage measured by the machine.
It’s also showed, when modied, the tacking time set.
On MMA mode it shows the welding voltage measured by the machine.
It’s also showed, when modied, the reference parameter of the “Hot
Start” percentage.
2 VIEW DISPLAY RIGHT
It shows the wire speed set while during welding process visualizes the
current measured by the machine.
It’s also showed, when modied, the inductance parameter.
On MMA mode it shows the reference current set while during welding
process visualizes the current measured by the machine. It’s also showed,
when modied, the reference parameter of the “Arc Force” percentage.
Both displays contribute to errors viewing.
3
(PU3)
WIRE LOADING BUTTON
It allows the manual wire loading at the speed set before welding process,
on the display appears “WIRE LOAD”.
4
(PU1)
2S/4S/MMA
COMMUTATION BUTTON
On MIG mode it allows to set the functioning in 2 or 4 strokes. During
2 strokes mode (2s) the machine welds for all the time long when torch
button is pushed.
During 4 strokes mode (4s) a rst pressure on torch button at start, the
second pressure to stop.
Pushing once again the button it changes in MMA mode.
5
(PU2)
COOLING UNIT ON/OFF
BUTTON
On MIG/MAG mode it allows to switch on or off the cooling unit in case
of water cooled torches used.
6
EN2
WELDING VOLTAGE KNOB It’s operative only on MIG mode.
7
EN1
WELDING CURRENT /
WIRE SPEED SETTING
KNOB
On MIG/MAG mode it allow to set the material deposit speed (wire
speed); on MMA mode it allows to set the welding current.
8
POT4
TACKING/HOT START
CURRENT TIME
REGULATION HANDLE
On MIG mode it allows to set the welding time. On MMA mode it allows
to set the percentage of current increase, compared to welding current,
with whom the welding machine can force at the trigger of the arc (HOT
START).
9
POT3
INDUCTANCE/ARC FORCE
CURRENT SETTING KNOB
On MIG/MAG mode it allows to modify the inductance to obtain a
sharper (low values) or softer arc (high values). On MMA mode it allows
to set the percentage of current increase, compared to welding current,
with whom the welding machine can force to maintain the arc well
trigged (ARC FORCE).