18
Retirer et lâcher la bascule de la gâchette du pistolet
Diminution de courant
suivant Down-Slope
Démarrage du cycle
Temps de prédébit de gaz
Augmentation de courant
suivant Up-Slope
Soudage par points à courant de
soudage I
H
réglé en combinaison
avec le temps de pointage t
H
Termination de soudage
Temps de postdébit de gaz
Amorçage de l'arc électrique
Fig. 21
Description fonctionnelle:
- L'apparell commute automatiquement à fonctionnement à
2 temps
- Témoin DEL est allumé
- La période de réduction de courant est réglée directement sur
la source de courant
- Pour le soudage par points on utilise une buse spéciale de
pointage qui est attachée de manière isolée sur le cône.
- Monter l’électrode en tungstène suivant les dimensions du
pointage à une distance de 2 - 3 mm du bord de la buse vers
l’intérieur (fig. 22)
- Régler le courant et le temps de pointage sur la commande à
distance.
- Mettre la torche avec la buse de pointage sur la tôle (fig. 22)
- Initier le pointage en appuyant légèrement sur le matériau de
base et en actionnant la bascule de la gâchette du pistolet
(éviter une fente d’air).
I
t
I
H
t
H
Le procédé de pointage se déroule automatiquement comme suit:
- Retirer et lâcher la bascule de la gâchette du pistolet
- Période de prédébit s’écoule
- L’arc électrique s’amorçe à courant d’arc chercheur
- Le courant augmente suivant Up-Slope réglé jusqu’à la va-leur
de courant de pointage réglé sur le régulateur
- Le temps de pontage (0,5 - 8 sec.) réglé sur le régulateur
s’écoule
- Le courant est diminué dans la période réglée suivant Down-
Slope (régulateur ) jusqu’à la valeur de courant minimum de
3A et déconnecte.
- La période de postdébit de gaz s’écoule.
Point de soudage
Buse de pointage
Electrode en tungstène
Overture de sortie de gaz
Fig. 22
Attention! En retirant et lâchant de nouveau la bascule de la
gâchette du pistolet le déroulement automatique de pointage
peut être interrompu manuellement en cas de défaut!
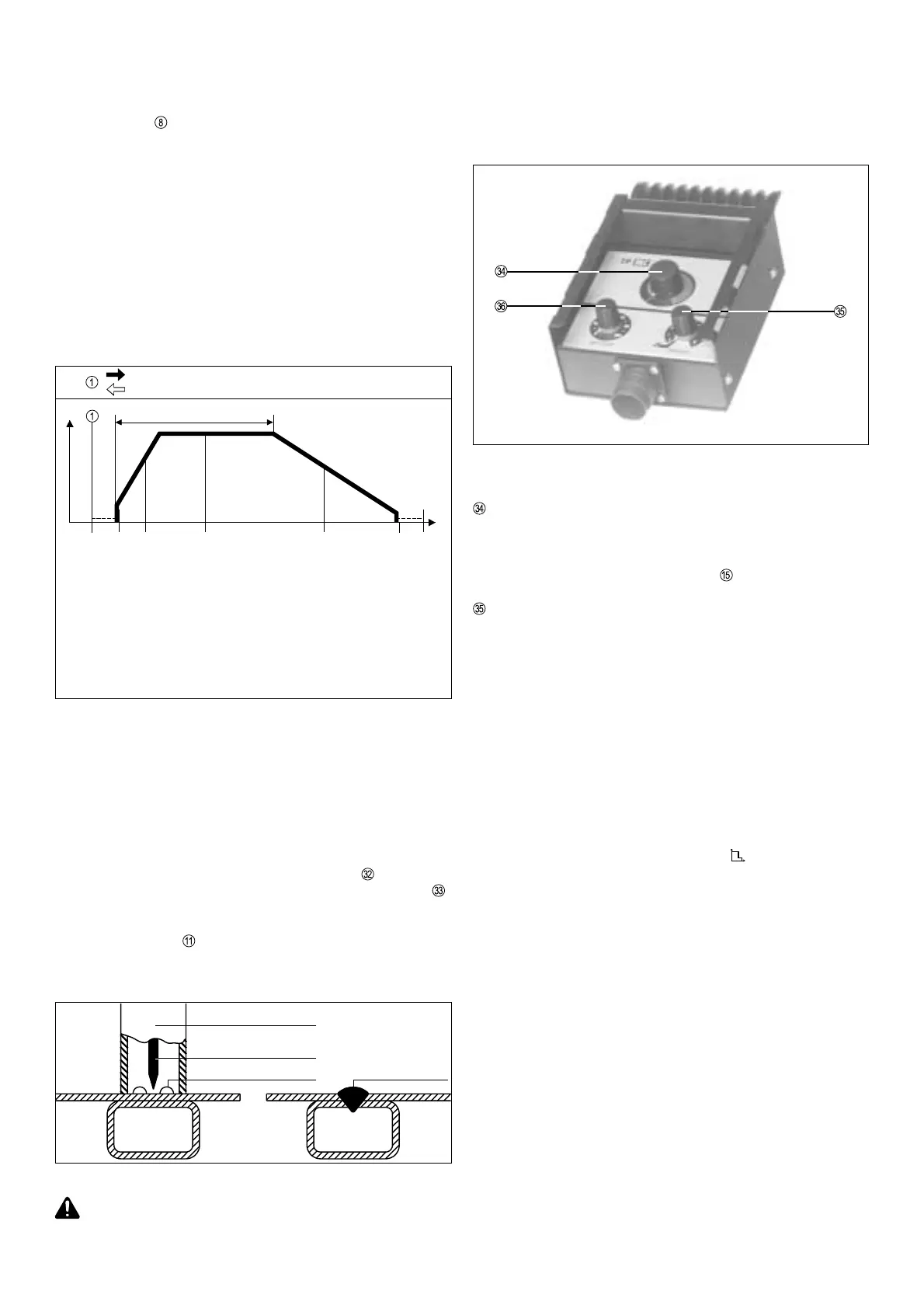
COMMANDE À DISTANCE TPmc
Cette commande à distance du poste de travail est utilisée
spécialement pour le soudage manuel à l’électrode enrobée et le
soudage TIG C.C. (aimant de fixation de la commande à distance
sur la pièce à travailler est monté)
Fig. 23
REGULATEUR DU COURANT DE SOUDAGE =
courant principal I
H
Réglage continu du courant de soudage de 3 ou 5 - 200A (TIG)
ou 3 - 180A (Electrode)
(voir aussi description page 11 point )
REGULATEUR DYNAMIQUE
Réglage de l’intensité du court-circuit au moment de transfert
de gouttes (électrode/pièce à travailler)
A la valeur “0” TIG sur l’échelle graduée l’intensité du court-
circuit au moment de transfert de gouttes n’est pas augmentée.
(arc électrique souple)
Champ d’application:
- soudage TIG C.C.
- électrodes Rutil (à fines gouttes)
- électrodes Kb dans la zone d’intensités de courant moyennes
et supérieures
- Attention! Quand elles sont soudées à sous-charge les élec-
trodes Kb ont une tendance à “COLLER SUR LA PIÈCE À
TRAVAILLER”!
A la valeur “10” sur l’échelle graduée l’intensité du court-
circuit au moment de transfert de gouttes est augmentée consi-
dérablement (arc électrique dur)
Champ d’application:
- électrodes Kb (à grosses gouttes), quand elles sons soudées
dans la gamme de courant inférieure (soudure montante,
couche de bord, racine, etc.)
Remarques pour la pratique!
Par l’augmentation des valeurs réglées sur le régulateur de
dynamique on reçoit les caractéristiques suivantes des électro-
des Rutil, Kb ou électrodes spéciales:
- bon comportement d’amorçage
- réduction de ratés de soudage
- collage réduit
- bonne prise de la racine
- parfois un peu plus de projections
- lors du soudage de tôles de faible épaisseur il y a le danger
augmenté de “traversée”
- pour des soudures de remplissage il faut essayer d’obtenir un
arc plus dur.
- Lors de l’utilisation d’électrodes à fines gouttes (Ti), ces sym-
ptômes apparaissent moins, car le transfert de matière pen-
dant le procédé de soudage se fait presque sans court-circuit.