23©HBS Bolzenschweiss-Systeme GmbH & Co. KG
All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
10 Preparing the Stud Welding Gun
Welding elements
Material:
4.8 (suitable for welding) / A2-50
4)
Diameter of welding elements
ARC 500, ARC 800, ARC 1550,
IT 50, IT 90, IT 130,
IT 1002, IT 2002, IT 3002
metric imperial (US)
Stud
diameter
in mm
eff. diameter
in mm
Stud
diameter
in inches
eff. diameter
in inches
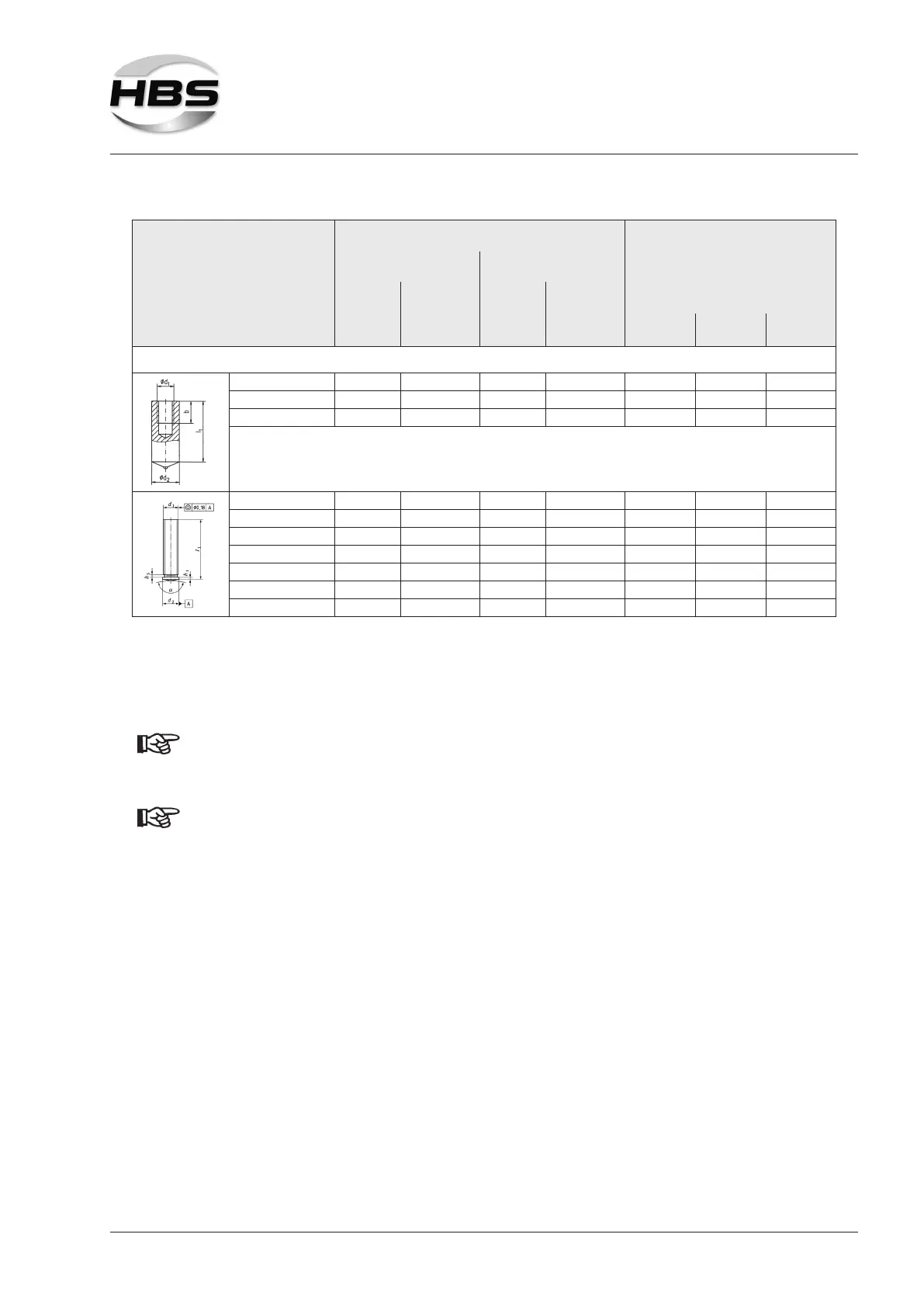
Stud welding gun parameter A 12
4)
Insertion
depth
Lift
Spring
force
Material of workpiece: Mild steel (suitable for welding) / alloyed steel (suitable for welding)
4)
Ø d
1
Ø d
2
Ø d
1
Ø d
2
ID
2)
M6 10 1/4 0.394 3.0 1.4 6
ID
2)
M8 12 5/16 0.472 3.0 1.6 6
Ø d
1
Ø d
2
Ø d
1
Ø d
2
PS (US, IS)
3)
M3 4 1/8 0.157 2.0 1.2 6
PS (US, IS)
3)
M4 5 5/32 0.197 2.0 1.4 6
PS (US, IS)
3)
M5 6 3/16 0.236 2.0 1.4 6
PS (US, IS)
3)
M6 7 1/4 0.276 2.5 1.6 6
PS (US, IS)
3)
M8 9 5/16 0.354 3.0 2.0 6
PS (US, IS)
3)
M10 11 3/8 0.433 3.0 2.4 6
1)
to be checked by test weldings
2)
Information and recommendations on this can be found in DIN EN ISO 14555.
3)
Information and recommendations on this can be found in DVS 0902.
4)
When welding on galvanized workpieces we recommend increasing the lift.
The maximum adjustment values which can be set for the insertion
depth (3.5 mm) as well as the lift (3 mm) should not be exceeded.
The specied values apply for welding in welding position PA.