34 C 08 Order No. BA 92-20-262 Issue 01.03.08
5.9 Welding Elements
The stud welding unit must be suitable for welding the welding elements to be used.
Observe the instructions in the operating manuals.
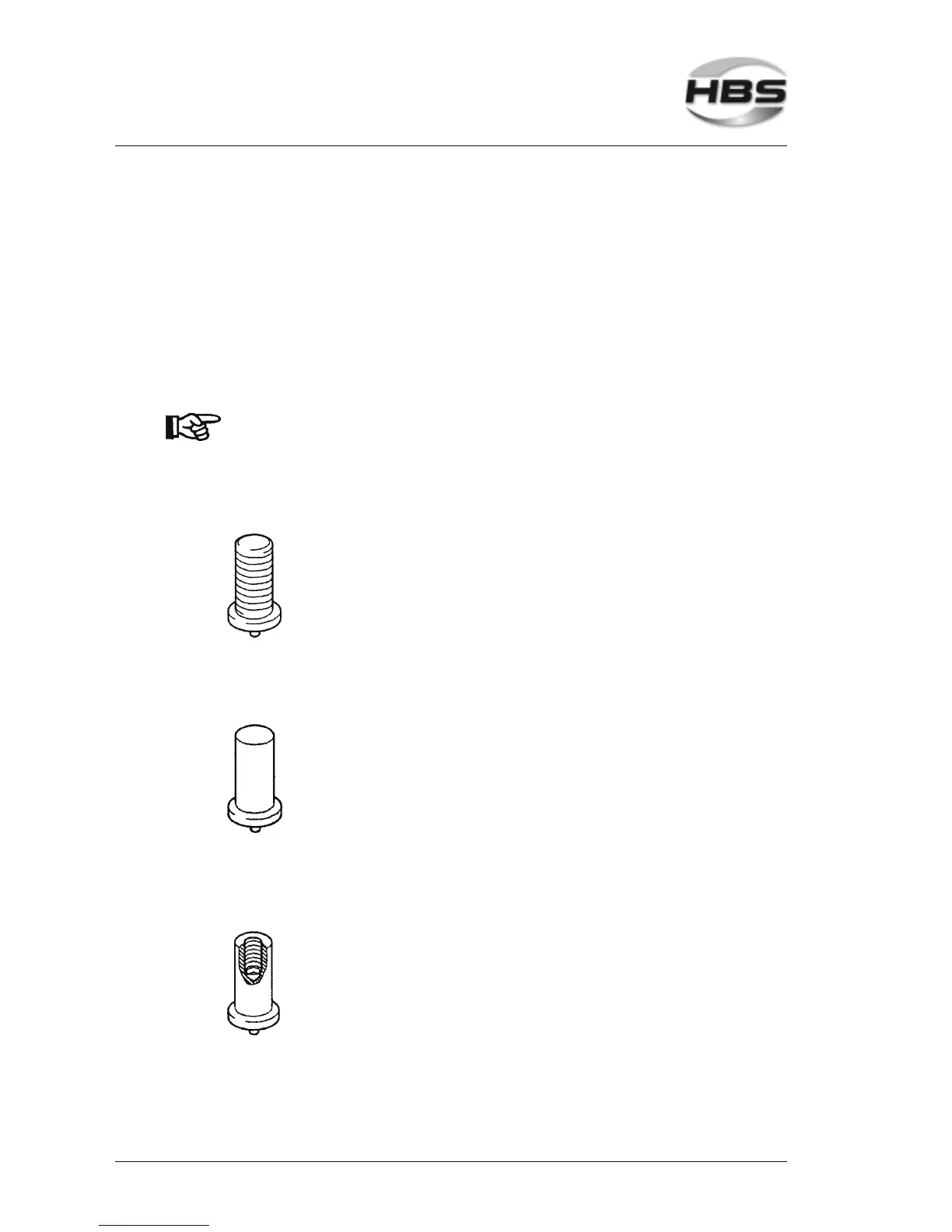
Welding elements manufactured with the cold formed process have a flange and an
ignition tip (see actual standards in the appendix). During welding, the flange prevents
the arc getting to the cylindric part of the welding element and increases simultaneously
the welding area.
We recommend the following standard welding elements (see appendix).
Use only welding elements of the same lot. Take particular
care not to mix-up different lots. Slightest variations in
geometry of the welding elements, especially of the ignition
tip, require modified settings of the welding process.
Threaded stud PT * Diameter Length Stud
M3 6-30 mm 82-50-003
M4 6-40 mm 82-50-004
M5 8-45 mm 82-50-005
M6 8-55 mm 82-50-006
M8 10-55 mm 82-50-008
Materials: S235 / St37.3k (4.8) / 1.4301, 1.4303 / CuZn37 / AlMg3
Pin UT * Diameter Length Stud
3 mm 6-25 mm 82-50-003
4 mm 6-25 mm 82-50-004
5 mm 6-40 mm 82-50-005
6 mm 8-50 mm 82-50-006
7,1 mm 10-55 mm 82-50-071
Materials: S235 / St37.3k (4.8) / 1.4301, 1.4303 / CuZn37 / AlMg3
Pin with internal thread IT * Diameter Length Stud Internal thread
(Internal thread sleeve)
5 mm 6-30 mm 82-50-905 M3
6 mm 8-30 mm 82-50-906 M3
6 mm 8-30 mm 82-50-906 M4
7,1 mm 10-30 mm 82-50-971 M5
8 mm 10-40 mm 82-50-908 M6
Materials: S235 / St37.3k (4.8) / 1.4301, 1.4303 / CuZn37 / AlMg3
* from 40 mm length upwards only weldable with distance ring up to
55 mm, order no. 92-40-010.
5 Stud Welding Procedure
5.9 Welding Elements