– Remove shaft seal rings, heat housing half to 150° C by means of hot plate.
C
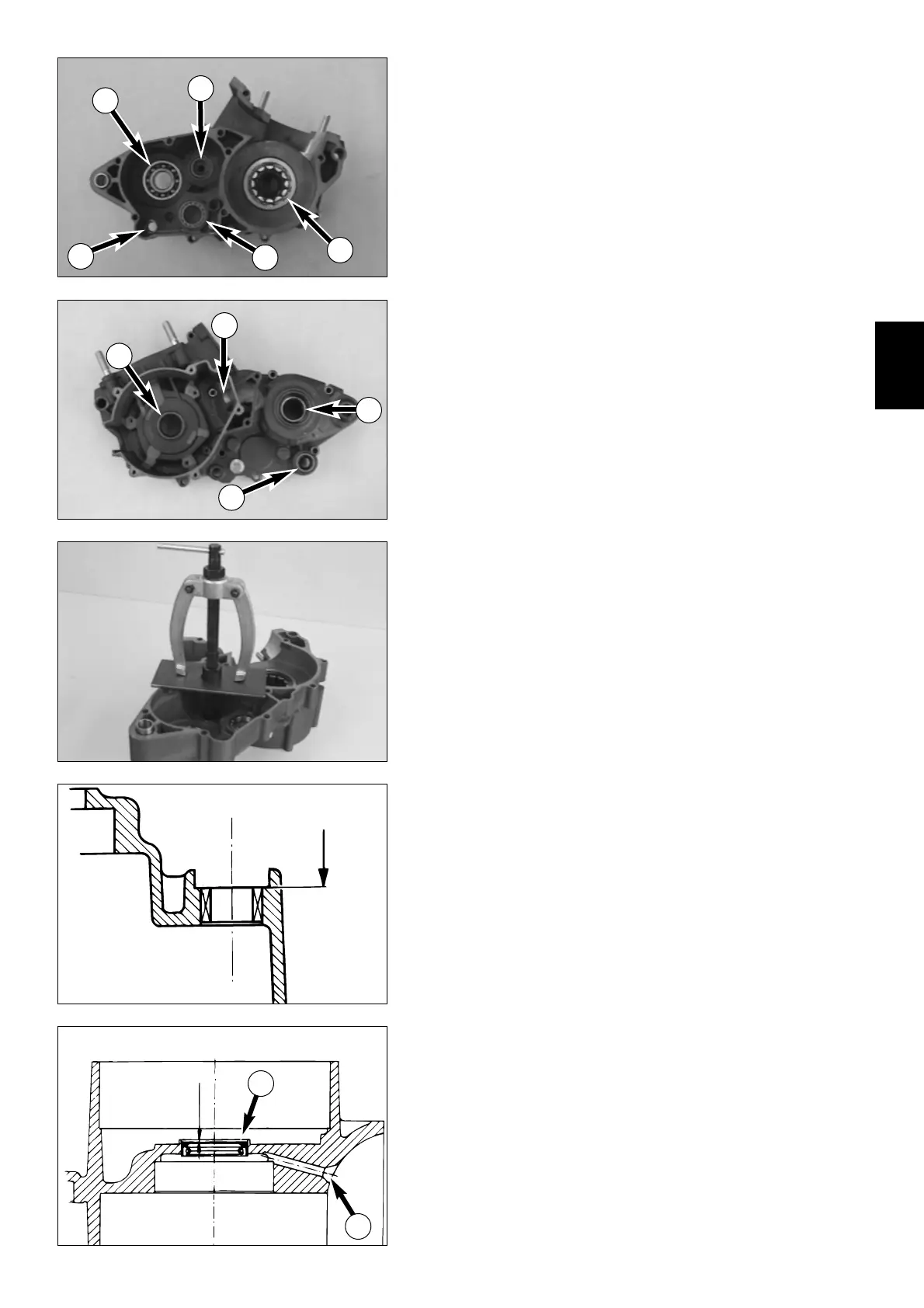
RANKSHAFT ROLLER BEARINGS
1
Press old roller bearing inwards, press in new ball bearing to the stop with the open
side of ball cage downwards (outside).
N
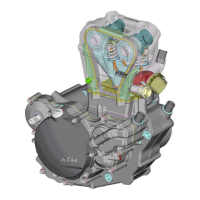
EEDLE BEARING OF DRIVE SHAFT
2
Pull out the old bearing with a bearing extractor. In order to apply the extractor ver-
tically, a steel plate (see special tools) should be laid on the sealing face of the hou-
sing. The extractor wedge-grip should be supported over case walls. New bearing
should then be pressed in from inside.
G
ROOVED BALL BEARING OF COUNTERSHAFT
3
Press old ball bearing inwards, press in new ball bearing to the stop from inside.
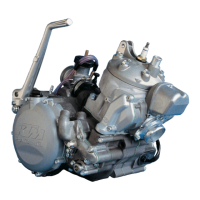
G
ROOVED BALL BEARING OF SHIFT ROLLER
4
Ball bearing falls out of its seat of its own accord when housing half has been hea-
ted to approx. 150° C.
If necessary, knock housing half on a plane piece of wood. Press in new grooved ball
bearing to the stop.
N
EEDLE BUSHING OF SHIFT SHAFT
5
Remove shaft seal ring and press old needle bushing inwards. Press in new needle
bushing from the outside to the collar
D
.
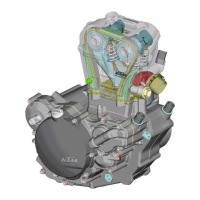
C
RANKSHAFT SEAL RING
6
Press in new crankshaft seal ring from the outside, with sealing lip facing inwards.
The seal ring is 1 mm (0.03 in) lower than the upper edge ot the collar (see sketch).
C
OUNTER SHAFT SEAL RING
7
Press in the new shaft seal ring, until it is flush with machined surface.
S
HIFT SHAFT SEAL
8
Press in the new shaft seal ring, until it is flush with machined surface.
When housing half has cooled off, check to see that the bearings are tight.
– Finally check free passage of crankshaft roller bearing lubrication bore
S
.
4
3
1
2
3
4
5
B
7
6
8