Operating Manual
Tangential Rolling System T18F - T27F
36
ET-183839
ET-3
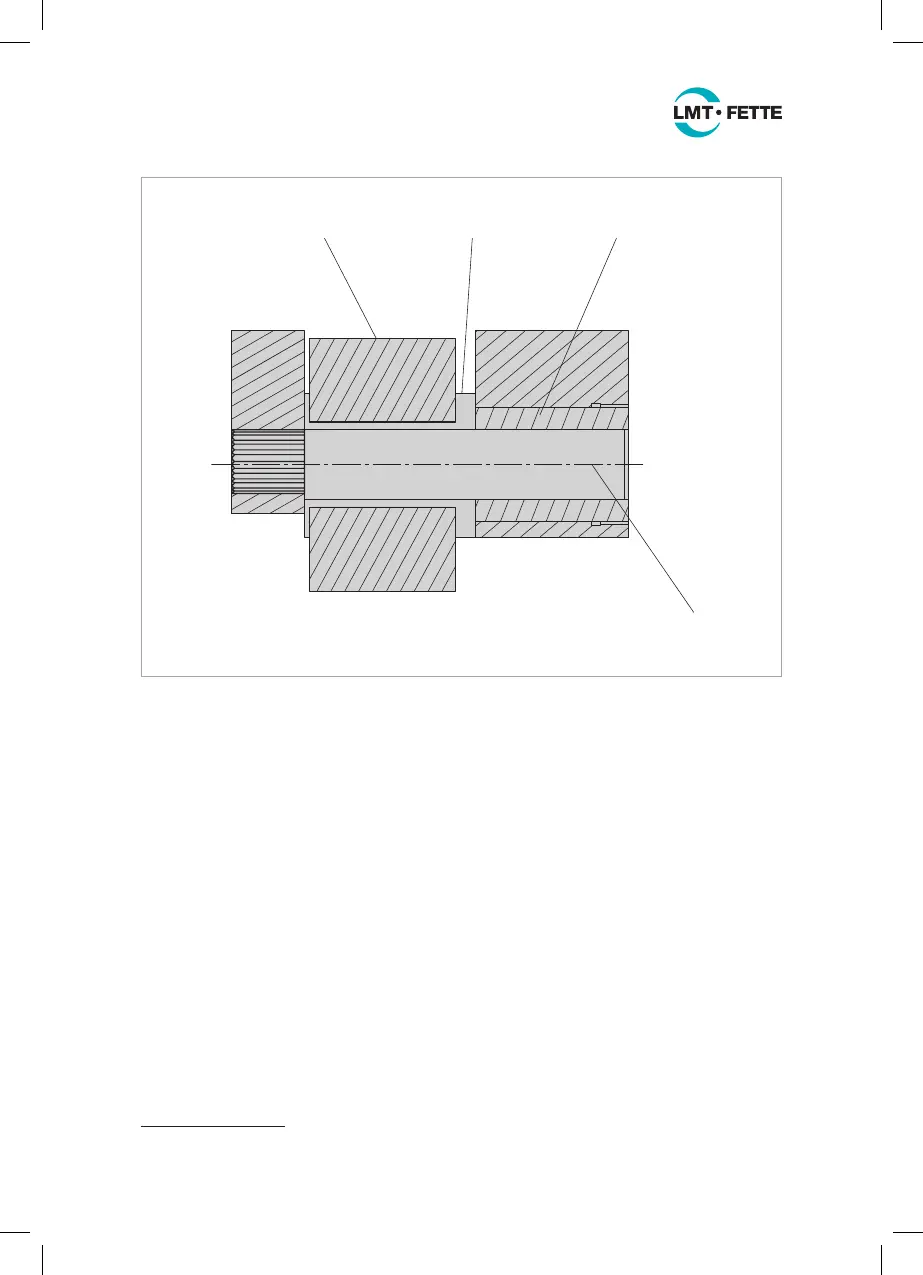
Figure 21: Kit for knurling and burnishing
2. The maximum roll width corresponds to the width of a normal thread roll.
3. Preparing the workpiece
For burnishing and knurling the blank diameter d
A
should be within a tolerance of
±0.015 mm l 0.0006 inch.
For burnishing the blank diameter d
A
must be selected approx. 0.04 mm l 0.0016
inch larger than the desired finished size. Here the achievable surface quality and
diameter tolerance is always dependent on the surface quality and diameter toler-
ance of pre-machining.
For knurlings the nominal diameter d is specified. This corresponds to the major
diameter of the workpiece
5
. The blank diameter d
A
of the workpiece for the forms
RAA (knurling with axially parallel grooves), RBL (left-handed knurling), RBR (right-
handed knurling), RGE (left-right-handed knurling) und RKE (cross knurling) is ap-
proximately calculated from:
d
A
= d – h [mm]
5
As per DIN 82, Edition 1973
LMT_Bedienungsanleitung_T18F_T27F_e.indd 36 02.08.11 17:40