Operating Manual
Tangential Rolling System T18F - T27F
38
8 The first rolling process
After completing all the adjustments described in the previous chapter you can roll the
first thread with the tangential rolling head.
ATTENTION
During the thread rolling process always use the calculated working feed
(machine tool set to 100 %)! Never move the rolling cycle in single block
(CNC machines) operation and never reduce the RPM.
321
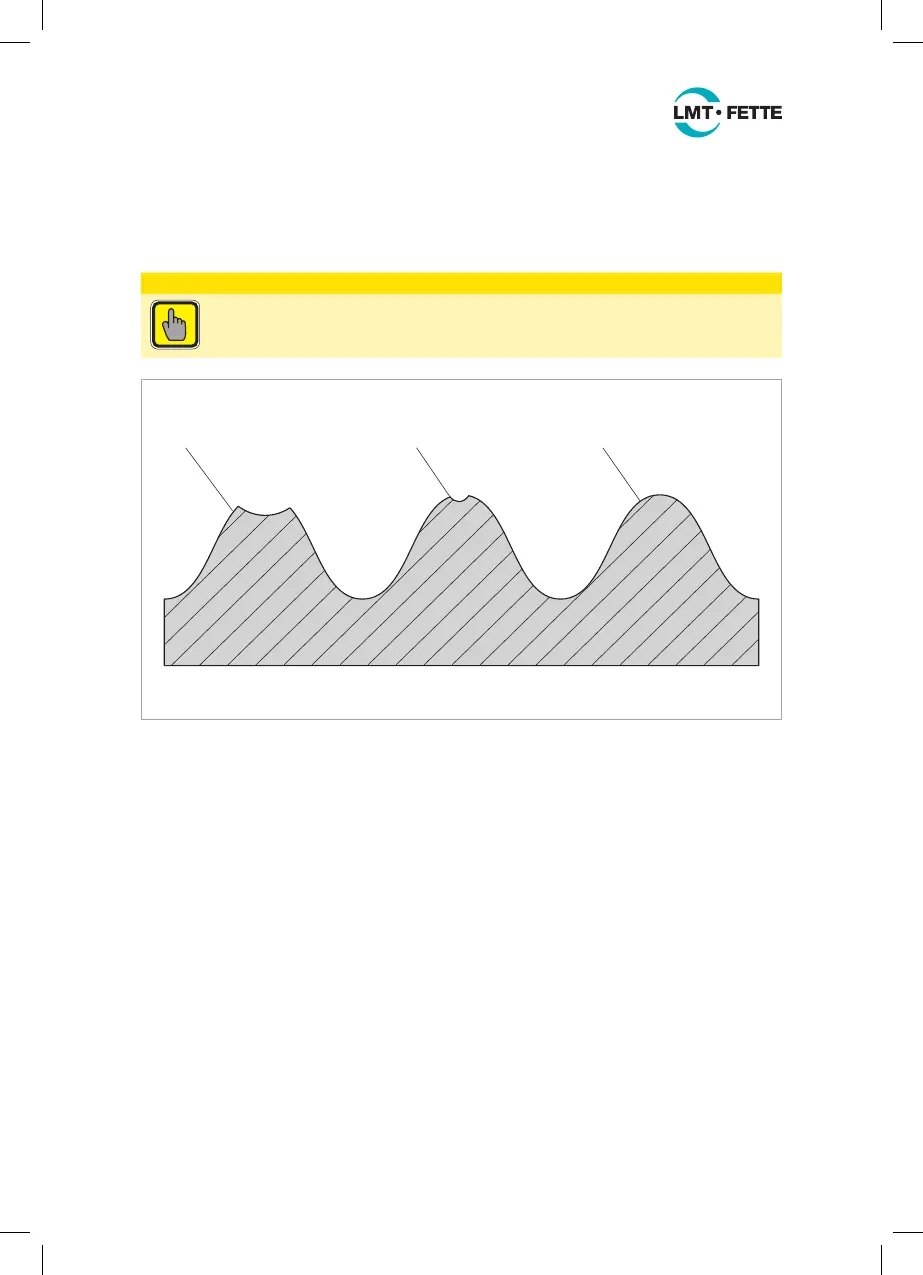
Figure 22: Degree of forming on the thread tooth
Check the rolled profile exactly! Figure 22 shows the possible degrees of forming of a
thread tooth:
■ Tooth 1 shows a non formed thread tooth. The thread flanks are available in almost
the entire length, the beginning of the tip radius is hardly visible. This degree of
forming is generally sufficient to produce a stable thread. This is the desired degree
of forming in most applications. This provides enough safety to prevent over-form-
ing (rolling with overpressure) (see below).
■ Tooth 2 shows a formed thread tooth. The tip radius of the tooth can be clearly
seen. Only a small “channel” remains free of material in the center of the tooth. This
degree of forming is used to meet the highest requirements in terms of appearance
and tightness. Achieving this, however, requires exact and constant pre-machining.
Minor variations in the blank diameter can lead to over-forming (see below).
■ Tooth 3 shows an over-formed thread tooth. The tip radius is fully closed. The
tooth tip appears completely press-finished. In this case, rolling took place with
overpressure. This leads to a significant reduction of the roll tool life.
LMT_Bedienungsanleitung_T18F_T27F_e.indd 38 02.08.11 17:40
 Loading...
Loading...