RD 500 E
EN
www.magmaweld.com
18
USER MANUAL | KULLANIM KILAVUZU
3.2 Welding
3.2.1 Welding Mode
3.2.2 Carbon Gouging Mode
3.2.3 Remote Control (Optional)
• Push the welding/carbon gouging selection button (11) for selecting the welding mode. Welding LED (14) lights.
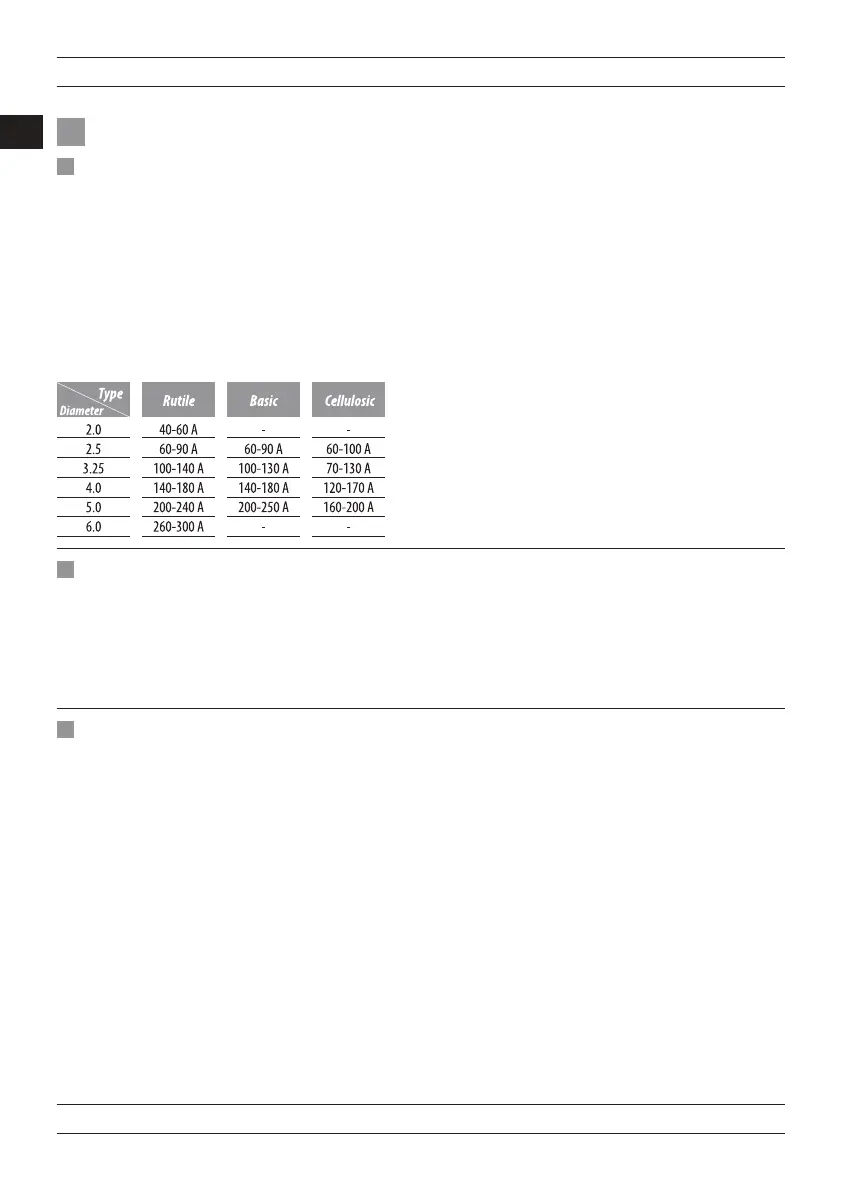
• Select the type of the electrode to be used via the selection button (10). Select the rutile/basic)aluminium electrode mode for rutile, basic or
aluminium electrodes. Select the cellulosic electrode mode for cellulosic electrodes.
• Adjust the current cia current adjustment knob (5).
• Below table can be used as a rough reference for mild steel electrodes. For exact parameters, please refer to the electrode manufacturer’s recommen-
dations.
• For better ignition turn the HOT START knob (8) clock-wise. Welding arc can drill the metal when it is very thin and HOT START is high.
• ARC FORCE is useful for electrodes which have tendency to stick into the weld pool during welding. Turning the knob (9) clock-wise will decrease
the tendency to stick. If ARC FORCE is adjusted too high, spatter increases.
• Start welding. You can observe welding current (A) and voltage (V) by current display (6) and voltage display (7).
• Push the welding mode selection button (11) for selecting the carbon gouging mode. Carbon gouging LED (15) lights.
• Adjust the current via current adjustment knob (5).
• For better ignition turn the HOT START knob (8) clock-wise. Welding arc can drill the metal when it is very thin and HOT STARTS is high.
• ARC FORCE is useful for electrodes which have tendency to stick into the weld pool during welding. Turning the knob (9) clock-wise will decrease
the tendency to stick. If ARC FORCE is adjusted too high, spatter increases.
• Start carbon gouging. You can observe welding current (A) and voltage (V) by curren display (6) and voltage display (7).
• It is possible to connect wireless or cable remote control unit. In this case, appropriate control socket must be installed onto the back cover by
a certified Magma Service.
• When the remote control connector is connected to the machine, ampere adjustment knob on the machine is disabled automatically and current
adjustment is made by the remote control.
Operation