MMS 2000P
MMS 2400
MMS 3000 25
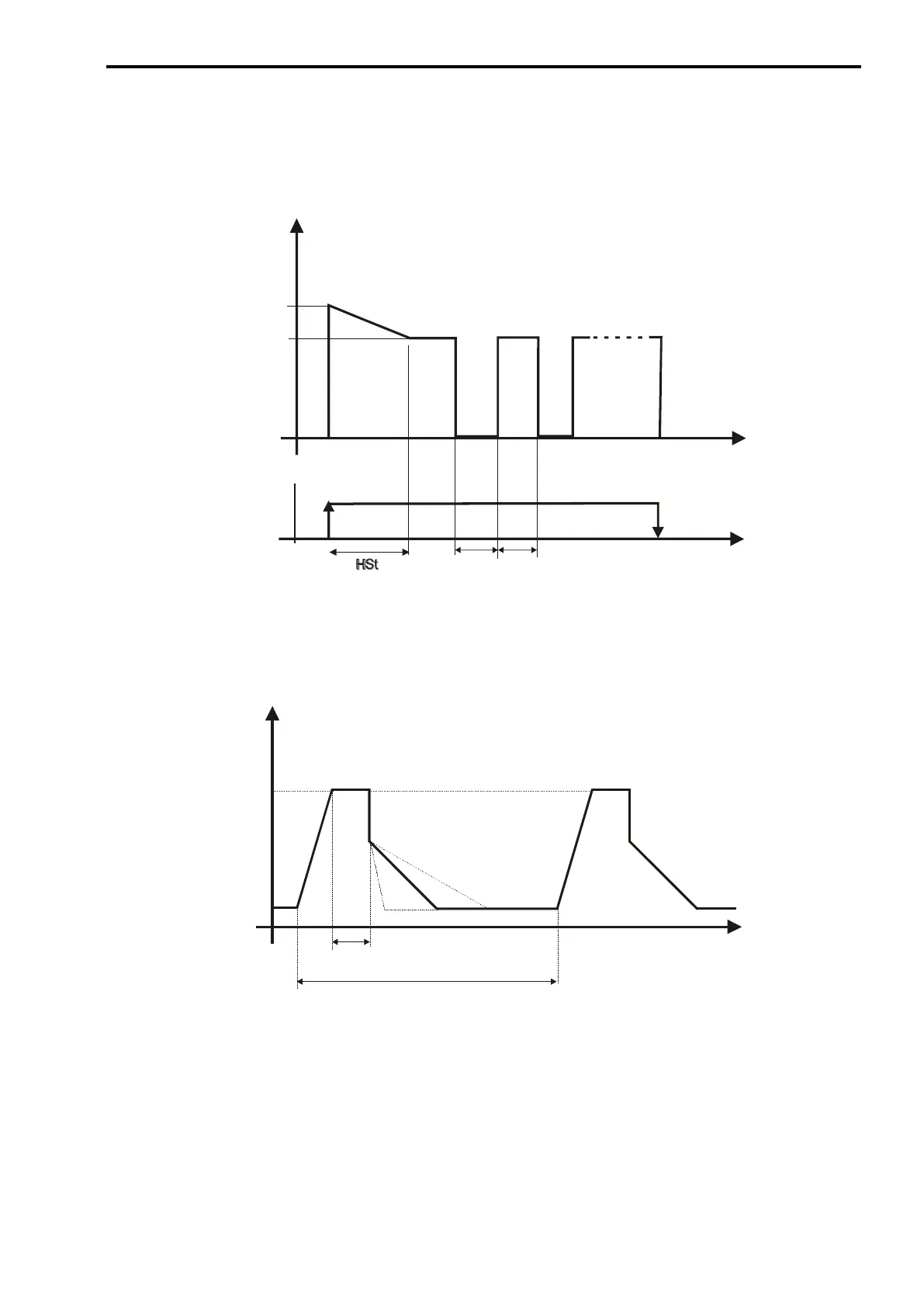
4.4.2. Interval welding
To activate interval welding program, the pause time must be set greater than 0 (factory
setting). To disable interval welding feature, set the pause time parameter to 0 (menu
parameter number 1.9 – PAU). Interval function is available in both – 2cycle and 4cycle
operation.
t
P
PHOT
PWELD
t
TRIGGER
PAu Act
2-TACT MIG/MAG operation
4.4.3. Special pulse parameters adjustment (not for EcoMIG)
There are possibilities for user to change some of the parameters for Pulse welding process.
For parameters refer chapter „List of MENU parameters“
4.4.4. NO ARC timeout
If there is no arc detected for more than 3 seconds during active welding the inverter will be
automatically switched off.
This feature may prevent user from some desired actions. In case of feeding the wire in the
torch, please use Manual feed mode described before.