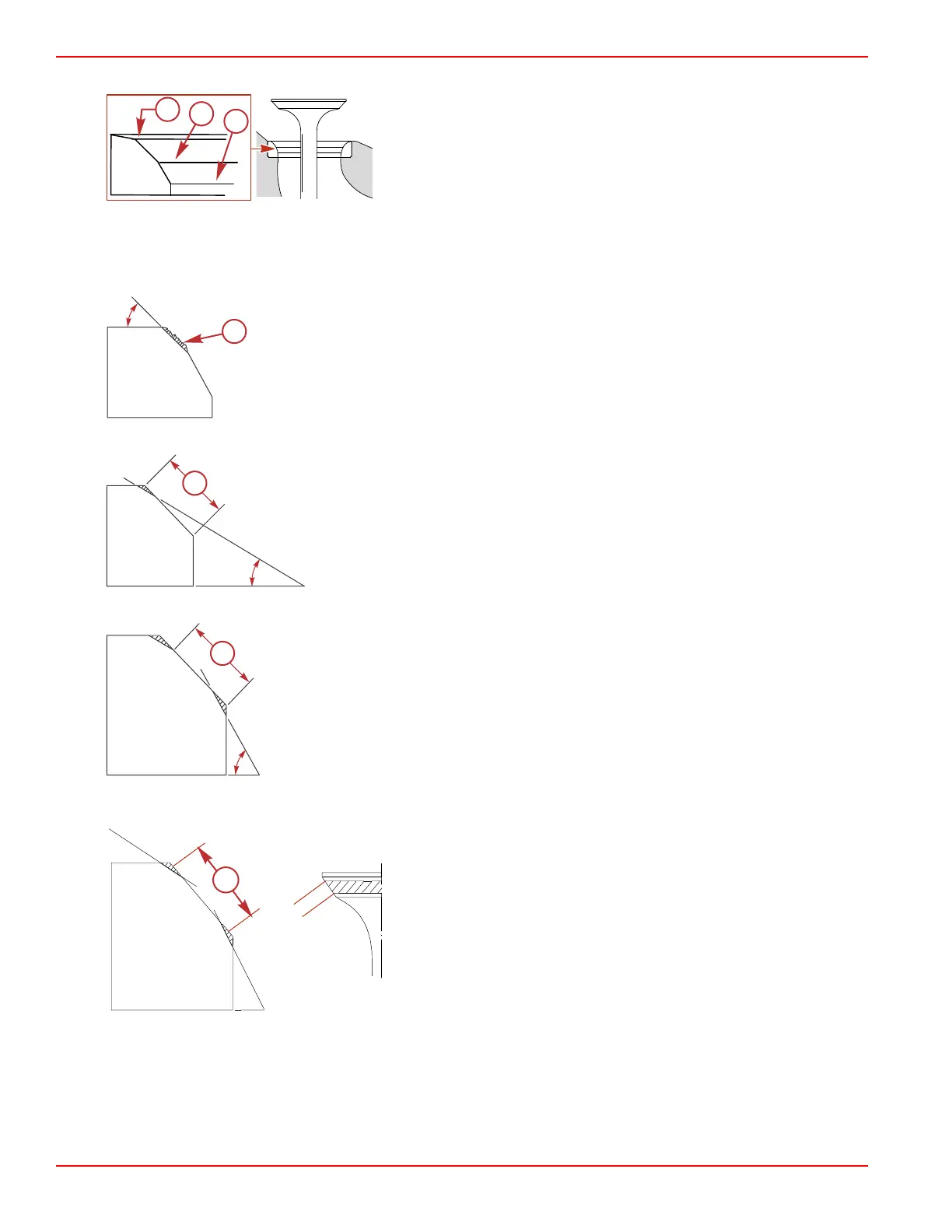
6. To reface a valve seat, use a 30°, 45°, and 60° valve seat cutting tool.
a - 30° angle
b - 45° angle
c - 60° angle
NOTE: When twisting the cutter, keep an even downward pressure to prevent chatter marks.
NOTE: After refacing the valve seat or replacing the valve and valve guide, the valve seat and valve face should be
lapped.
7. Start with the 45° cutting tool to clean up any pitting or rough surface of the valve seat.
a - Rough surface of valve seat
8. Use the 30° cutting tool to adjust the contact width of the top edge of the valve seat.
a - Previous contact width
9. Use the 60° cutting tool to adjust the contact width of the bottom edge of the valve seat.
a - Previous contact width
10. If the valve seat contact area is too wide and situated in the center of the valve face, use the 30° cutting tool to cut the top
edge of the valve seat and the 60° cutting tool to cut the bottom edge of the valve seat, to adjust its contact width.
a - Previous contact width
Cylinder Head
Page 4B-18 © 2018 Mercury Marine 90-8M0125265 eng NOVEMBER 2017
 Loading...
Loading...



