OM-2240 Page 26
5-7. Process Control
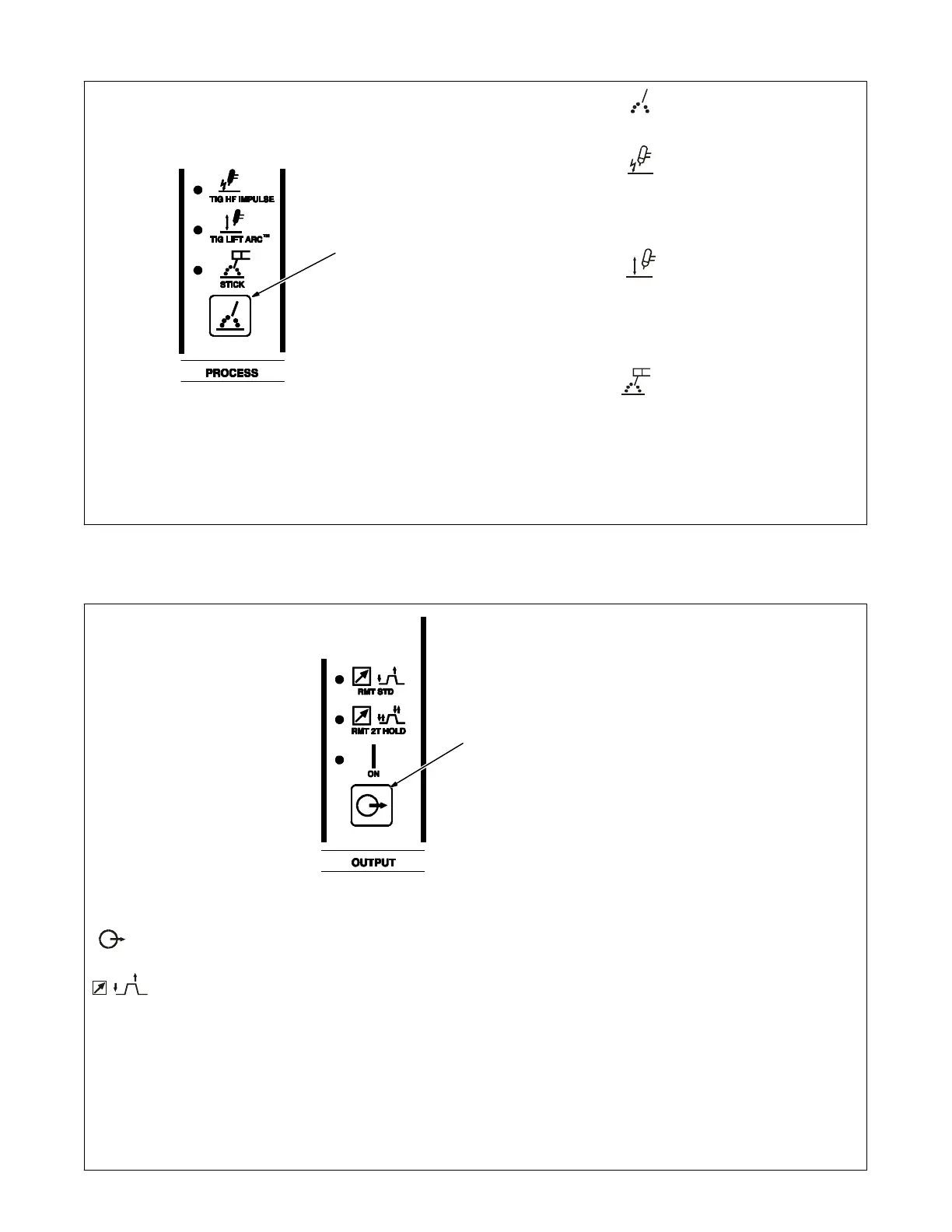
1 Process Control
Press switch pad until desired pro-
cess LED is illuminated:
TIG HF Impulse - When selected,
a pulsed HF (non-contact) (see
Section 11-3) arc starting method is
activated. This method can be used
with either AC or DC TIG welding.
Make connections according to
Section 4-9.
TIG Lift-Arct - When selected, is
an arc starting method in which the
electrode must come in contact
with the workpiece to initiate an arc
(see Section 11-3). This method
can be used with either AC or DC
TIG welding. Make connections ac-
cording to Section 4-9.
Stick (SMAW) - This method can
be used with either AC or DC Stick
welding. Make connections ac-
cording to Section 4-10.
1
5-8. Output Control
1
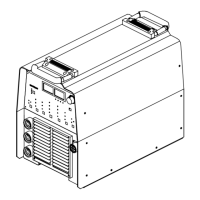
1 Output Control
Press switch pad until desired param-
eter LED is illuminated.
RMT STD (Remote Standard)
Application: Use Remote Trigger
(Standard) when the operator desires
to use a foot pedal or finger amperage
control (see Section 6-2A).
NOTE: When a foot or finger remote
current control is connected to the
welding power source, initial amps,
initial slope, final slope, and final amps
are controlled at the remote control,
not at the welding power source.
NOTE: If On/Off only type trigger is
used, it must be a maintained switch.
All Sequencer functions become ac-
tive, and must be set by the operator.
RMT 2T HOLD
Application: Use Remote Trigger
Hold (2T) when long extended welds
are made. Remote Trigger Hold (2T)
can help to reduce operator fatigue.
If a foot or finger current control is con-
nected to the welding power source,
only trigger input is functional (see
Section 6-2B).
NOTE: This switch function can be re-
configured for 4T, 4T Momentary, Mini
Logic, or Spot control See Section
6-2C)
ON
Output will energize two seconds after
being selected.
Application: Use Output On for Stick
(SMAW) welding, or for Lift-Arc with-
out the use of a remote control (see
Section 6-2H).