OM-353 Page 27
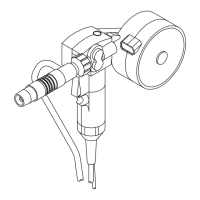
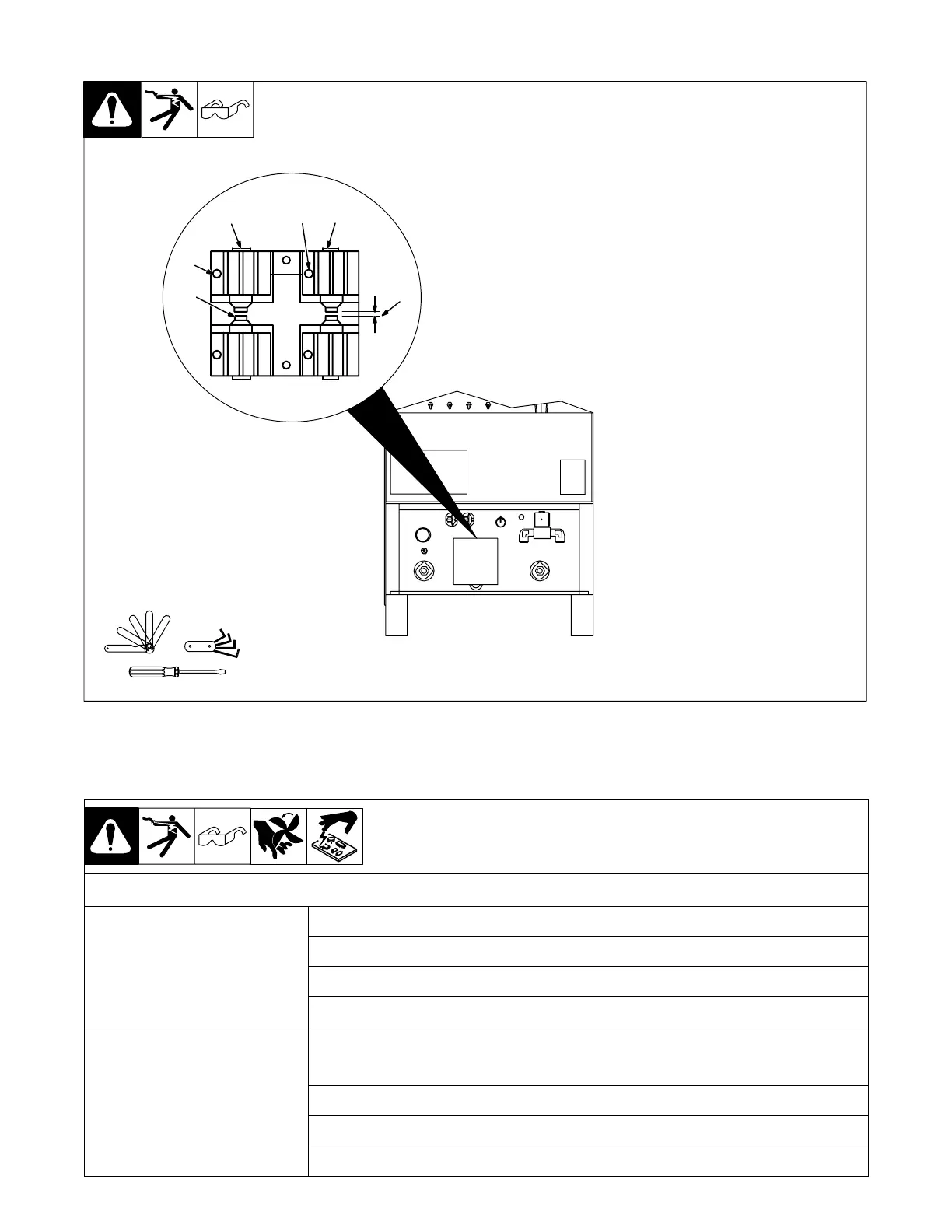
5-3. Adjusting Spark Gaps
Ref. ST-154 795-C / Ref. S-0043
Y Turn Off power before ad-
justing spark gaps.
Open access door.
1 Tungsten End Of Point
Replace point if tungsten end dis-
appears; do not clean or dress
tungsten.
2 Spark Gap
Normal spark gap is 0.008 in (0.203
mm).
If adjustment is needed, proceed as
follows:
3 Adjustment Screws
Loosen screws. Place gauge of
proper thickness in spark gap.
4 Pressure Point
Apply slight pressure at point until
gauge is held firmly in gap. Tighten
screws. Adjust other gap.
Close access door.
1
4
3
43
2
Tools Needed:
5-4. Troubleshooting
Trouble Remedy
No weld output; unit completely
Place line disconnect switch in On position (see Section 3-11).
inoperative.
Check and replace line fuse(s), if necessary (see Section 3-11).
Check for proper input power connections (see Section 3-11).
Check for proper jumper link position (see Section 3-11).
No weld output; unit on. If using remote control, place Output switch in Remote 14 position, and make sure remote control is
connected to Remote 14 receptacle. If remote is not being used, place Output (Contactor) switch in
On position.
Check, repair, or replace remote control.
Unit overheated. Allow unit to cool with fan On (see Section 3-3).
Have Factory Authorized Service Agent check control board PC1.